When choosing the drill diameter for threading, the table with the appropriate dimensions will be your indispensable auxiliary tool. With its help, it is possible to significantly simplify the calculations that precede the work and to obtain a correctly cut thread that securely holds the fastening element.
Quality thread is the guarantee of a stable connection of elements of any design. From the choice of the tool in accordance with the material being processed and the working conditions, the final result of your efforts depends to a large extent.
How to choose the diameter of a drill?

The characteristics of the future thread depend largely on the properties of the metal in which it will be cut. Not all materials hold the inner or outer thread equally well. Soft metals, such as copper and aluminum, are easily processed by a drill and tap, but at the slightest load, the thread in them deforms.
All types of thread are characterized by two main parameters: diameter and pitch.
Diameter is the maximum distance between two opposite points on the circle that bounds the thread hole. It should be understood that the thread has a relief surface in a section, so its diameter will differ depending on where in the hole measurements take place.
The thread pitch is the range between adjacent turns of a groove cut in the metal. The deeper and more embossed the carving, the greater the step. This parameter depends not only on the diameter of the screw that will be fixed in the hole, but also on the conditions of use of the finished product: for parts subjected to high loads, cut deep, sparse threads.
Selection of the drill for threading is based on the above parameters. In order to determine the most suitable tool, use a simple formula:
Д (с) = Д (р) -Ш, where:
- Д (с) - diameter of the drill;
- D (p) - the planned diameter of the future thread;
- Ш is the thread pitch.
This formula makes it possible even in the field to determine optimal hole parameters, at which the most reliable fixation of the connected elements will be ensured.
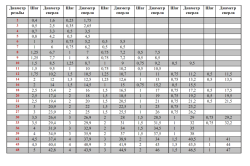
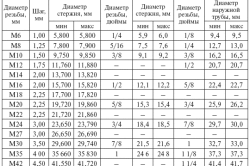
Experienced masters recommend using specially designed tables in their work, which, with an accuracy of tenths of a millimeter, determine the diameter of the drill and tap. If you often work on thread cutting, then such a table, printed and laminated, will always be at hand (Figure 1). The first column shows the thread diameter (from 2 to 48 mm), and in the following - the variants of the drill pitch and drill diameter. The values cover a wide range of data and will be useful to both the home master and a highly qualified specialist.
Thread cutting is done in one of two ways. The first of them involves making holes in the metal at the same time as creating spiral grooves. This method is not suitable in all situations and requires the presence of powerful equipment: a drilling machine that could do all the work in one run. The second method is used at home. In order to make a thread in this way, a hole is pre-drilled in the metal, and only then the thread is cut with a tap. Recently in building shops it is possible to find combined drills under a carving, with their help simultaneously make an aperture, and cut grooves.
To ensure that the thread cut in the metal was reliable, high-quality and smooth, experts recommend observing a number of rules when working:
- Use only sharp tools, since a rusted tap or drill easily breaks, it is difficult to work with them for a long time. To extract such a tool from the hole will be much more difficult than buying a new one. Also, do not tempt yourself with the low price of drills and taps of unknown manufacturers, since buying them you not only ruin the product, but also risk injuring yourself.
- Do not forget to lubricate the tool periodically during operation. This can be done with a few drops of engine oil or kerosene. A particularly important role is played by lubrication when working with viscous metals, for example aluminum. It does not allow chips to stick to the work surface and cools the bit.
- The key rule is the optimal selection of the hole diameter. In cases where the diameter is too large, the fastening element will hang out at the installation site, causing unnecessary vibration of the product. In the narrow hole it is difficult to screw the tap, which greatly complicates the already difficult work.
- The main parameters of the hole must depend on its functional purpose. If excessive loading is not applied to the connection point, then it is allowed to do it only 5% less than the diameter of the future thread. So you make it easier to cut grooves without sacrificing the quality of the connection.
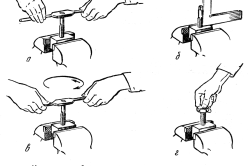
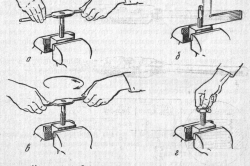
The process of creating a thread is quite simple. After the hole in the metal is ready, a tap is inserted into it, clamped to the wrenches and screwed in with a force clockwise. After each complete revolution it is necessary to do a half turn in the opposite direction. In the process of this action, the chips of the metal are broken off, which contributes to a more pure cutting.
Characteristics of thread drills
Selection of a good drill for metal is not such an easy task as it might seem at first glance. Modern industry produces a huge assortment of such products, and it is very difficult to understand such diversity in the absence of proper experience.
The easiest way to choose a quality drill is to focus on its visual characteristics.Tools processed at the final stage of production by superheated steam have a dark color, down to black. Such drills are highly resistant to wear.
Drills with a gold coating belong to a class of high-quality and rather expensive tools. They owe their color to a thin layer of titanium nitride, which increases strength and reduces friction.
Do not forget about the drills of the usual, gray color, as they do not pass the finish processing, so their price remains fairly democratic. Such tools are enough for several dozen holes, so if the scale of the work is small, the steel drill will not fail.
Pay attention to the marking of tools, the shape of their cutting edge, the name of the manufacturer and the price. Knowing the basic parameters of a good drill, you will very simply not get lost in the store.
Working with the tap
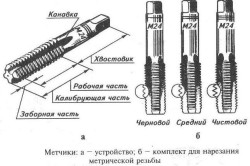
The tap is a special tool, the main purpose of which is to apply a smooth internal thread on the pipe or in the hole. The taps consist of a metal rod in which straight or screw flute grooves are cut. A sharp tip of the grooves forms a cutting edge.
The tail part of the tap is made in the form of a square, or covered (non-circular). When working, a two-way lever is attached to it - the wrench, when rotating, the tap is immersed in the metal.
If it is necessary to cut the thread large diameter, it is rather difficult to manage one tap. In such cases, use kits consisting of 2 (rough and clean) or 3 (rough, middle and finish) taps. When it comes to work with viscous metals, which have the property of sticking to the tool, the number of taps can increase to 5. Each next fixes errors and defects of the previous one in order to get a smooth thread on the output.
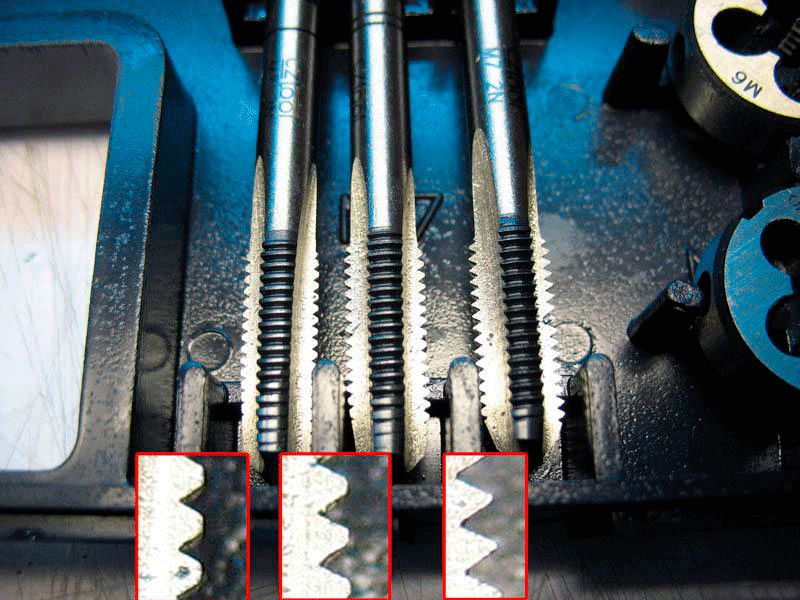
Taps are made of high-speed steel or solid tungsten alloy. Work with them with the help of drilling machines, clamping its back in a special-shaped cartridge. With a small scale of work, or in cases where the frame is difficult to access for the overall tool, manual labor is used: the tap is clamped into the driver and the tool is screwed clockwise (Fig. 2).
Conclusion on the topic
Threaded connection of parts is one of the most reliable ways of assembling separate elements into a single structure.
Having a baggage of knowledge about the main features of the thread cutting process, tool selection and hole diameter, you can greatly facilitate the upcoming work and achieve the desired result.
Any connection of a plug-in type necessarily includes a thread. It should be noted that all hardware with external thread, bolts, in particular, can be purchased anywhere: in a building supermarket or in the market. But with an internal thread all is much more difficult. It should be cut with your own hands or by using special machines.
Today, we will tell you how to properly select the drill bits of a particular diameter for a specific thread, and you can also see the table of these diameters.
To make an internal thread, take your workpiece and drill in it a hole that will match the diameter of the tool that is intended for cutting. And each of these holes must strictly correspond to the size of the instrument. This is why you need to carefully select the diameter of the drill for the thread.
To date, there are drills with different diameters in size. Starting from a minimum size of 0.5 mm and ending with large conical drills of about 0.05 mm in size. Depending on the type of work performed by drilling, it is possible to make holes of different diameters for different needs.
Parameters of the selection of a thread drill: table
If you need to drill a hole with a large diameter, then you need to take a special machine, where the drills are equipped with cone tails, but ordinary drills are equipped with cylindrical tails. On a large drill the cone is the fifth size. Thus, the parameters of the cone directly depend on the diameter drill, the larger the diameter of the drill, the more the cone is needed. For example:
- diameter from 6 to 10 mm;
- the required cone size is from 11 to 22 mm.
To find the exact diameter of the drill for this or that thread, it is possible, based on a special size selection table.
If it is necessary to create an internal thread, the diameter of the hole should be chosen according to the thread diameter and the thread pitch parameters. These data in the tables are denoted as M8 × 1, where:
- M is the metric thread;
- the digit is the threaded step;
- if you specify simply M8 and without numbers, then you need to apply the standard large step. This step of the parameter is most common and adjusted according to the standards for most drill sizes.
Diameters need to match the corresponding hole to the size. The table includes a list of the most common sizes, which usually have to be dealt with in everyday life when performing certain jobs.
Thread classification
Externally, the thread looks like a screw groove with a constant cross section. Total there are two types:
- external;
- internal.
We already mentioned these kinds of things earlier. Threaded-type connections are used universally. They are needed for the part to rotate by means of translational movements. Without threaded connections it is difficult to imagine the normal operation of machinery or complex machines. They are also single-threaded or multi-threaded.
And in the direction of movement of their guides they are divided into:
- left;
- rights.
If speak about size classification, then it happens of such types:
- metric;
- inch;
- tubular.
Metric thread is distinguished by its special triangular profile, the angle of which is 60 degrees. All thread parameters are considered in millimeters. If the threaded pitch is large, then, as already mentioned, we have a number and an alphabetic designation. The figure denotes the size of the outer diameter of the thread, according to which it is possible to select either a drill. Technical drawings must necessarily include characterization thread or its analogs. If the metric thread needs to be presented with a small non-standard pitch, then you need to add a number that indicates the step.
Another value of the profile angle is specific for an inch-type screw connection. Such an angle can be is equal to 55 degrees, and the hole size is calculated in inches, the pitch is changed by the number of threads.
A pipe threaded type differs from others in its original diameter, which depends directly on the size of the hole in the pipe. Cutting is carried out in this case, only the outer one.
 For threading, different equipment is used, for example:
For threading, different equipment is used, for example:
- drilling machine;
- turning park;
- various devices for slicing.
In this case, the cutting can be performed both mechanically and manually. For example, for internal use, you can use special threaded taps, and for the outer - a die. Taps, as well as drills, are selected depending on the diameter of the hole. They are divided into the following categories:
- inch;
- metric;
- tubular.
In the main sets of hand taps consist of three devices, two of which are needed for preliminary work, and the latter is an abrading tool, by means of which the final shape of the thread and fitting to various dimensions are performed. Taps have numbers. If there are not three, but two attachments in the set with a plate holder, then the first one is preliminary and the second one is final. Taps are made on the basis of high-alloy steel.
The external thread is obtained by using a die. These tools can be round or prismatic. For round dice use a wrench.
Methods of obtaining internal thread
 To make a hole in the place where you want to cut, you must first select a drill of the correct size.
To make a hole in the place where you want to cut, you must first select a drill of the correct size.
To use the tap, the hole must be treated with a countersink until the desired degree of purity is obtained. When performing the cutting, the metal is gradually squeezed out.
The drill bit must be slightly larger than the internal threaded diameter of this tool.
When cutting, the hardness of the metal does not greatly affect the diameter of the hole. But if a low-threaded material is used, the diameter of the hole can vary significantly. So, if the hole and the internal diameter of the drill are exactly the same in size, then the material is squeezed out when cutting, and its excess acts on the teeth of the tap. When the chips are heated, the chips stick, so that the tap can break, and the thread will have torn strands.
When working with drills and threaded connections, you need to carefully select the parameters to ensure that the work was ultimately performed qualitatively. This will help you with special tables with parameters for this or that thread and other valuable tips.
- Parameters of selection of a drill for a tap
When working with metal, it often becomes necessary not only to solder it, but also to drill. In this case, a great role is played by the right tools, and how they fit together. And here there is a moment how to pick up a drill under a tap, that work was qualitative.
But first we will analyze each instrument separately.
Drills: their purpose and varieties
Drill is a universal tool, as it is used everywhere. Depending on what material to deal with, you can use a conical, spiral, centering or feathering.
The most common option is spiral drills. With their help, deep holes are created, and in the actual working process, the design of the part allows the extraction of waste chips, which helps to avoid clogging the working surface.
If it is necessary to process the center holes, then select the centering type. They can be double-sided with a "tail" or with a safety cone.
When it is supposed to drill pipes, steel sheets or plastic, it is best to use conical models. In addition to drilling, such a device performs burr clearing and develops various holes. Due to this tip there is no slippage of the product.
But for work related to wood, the selection of the drill is carried out in the direction of the cylindrical options. It will help to drill holes for hinges when assembling furniture, besides it is possible to make blind holes with a larger cross-section value.
Separately worth noting products that are designed for carving, that is, in the holes after them you can safely screw the screws. Although a similar tool with this function is also a tap. But this does not mean that they are not comparable. Just under the tap and selected drills of the appropriate diameters.
Back to contents
Using a tap: features

A set of metal cutting tools: a - drills, b - countersinks, c - scans, d - taps, d - dies.
Taps - cutting tools, through which holes with internal threads are created. It performs a function of thread cutting.
The design of the tap is represented by two parts: the slicing and the tail. The first part has a calibrating and sampling fragment. "Tail" is intended for fastening in the cartridge. With the help of the working part (screw with grooves), just the hole is drilled, while the fence carries out the notching of the thread, and the hole is cleaned by the calibrating part.
Cutting material occurs by means of cutting feathers, which are located on the threaded part of the tap.
Grooves on the bottom help to remove the waste material. The non-curved shape of the rear contributes to the fact that the parts avoid friction.
A tap can be made of trapezoidal, metric, tubular and cylindrical threads. Such a process can be carried out with both hands and with the help of machine tools. Depending on the purpose of the thread do for one, two or four times. At this point, influence:
- type of hole;
- thread pitch;
- necessary roughness;
- mechanical properties of the processed metal.
If it is necessary to work with a large thread, then select several taps. Focusing on the type of work, the tool can be:
- Machine-manual or simply machine. Accordingly, it is used for manual or machine threads. In this case, the selection is carried out among such types: direct, screw or with truncated grooves, through which the chips are extracted.
- Wrench. Designed for work under the nuts. To select a tap, pay attention to straight models or with a curved "tail", on elongated.
- With cut thread. This is used in the processing of sheet metal parts or when working with ductile metal.
- Locksmiths. The main purpose is manual cutting. They are part of the kit, which includes a finishing, roughing and middle tap. Draft is used if the accuracy of the cutting is not important, the middle one corrects it, and the finishing one completes all the work. The choice of such a tap is rational in the case when a thread with a diameter of 0.8 to 1.8 cm is needed.
- Conical. The intake part is not equipped with full thread, but the calibrated part is full. With this type of thread is applied to the through holes.
- Ploshechnye. The intake cone is large. Used to create a preliminary thread in the dies.
- Uterine. Have a spiral on the right side in the grooves. With their help, the thread is cleaned.
- Bezkanovochnye. The receiving cone has a shorter base, and there are no longitudinal grooves. Using this kind of performance, the productivity rises, and the tool itself breaks down less often.
- Combined. By means of the "neck" two parts are connected: rough and finish. With the use of such a tap, the time spent on threading is greatly reduced. One such example is a drill-tap. They can perform both drilling and tapping.
- Special. These are instruments of a narrow focus. This includes an embankment, a ship and a tandem-tap.
When creating detachable connections, the best option is a threaded joint. Such elements are used everywhere. With hardware that has an external thread, there is no problem. They are distributed in free sale and can easily be selected for their own needs. If you need to create internal cutting, everything is somewhat more complicated. Not everywhere, where it is necessary. Therefore, it is necessary to resort to self-cutting manually or with the use of machine tools. Next, we will analyze how to choose the diameter of a drill under the carving correctly and give the tables with these data.
There are several types:
- Outdoor;
- Inner.
Connections of this type are used almost everywhere. They allow to give the rotation of the details of translational motion. In any equipment and mechanisms, such joints are used.
The following groups can also be distinguished:
- Single-entry;
- Multi-touch;
In the direction of movement of the guide types:
- Left;
- Rights.
The existing system of sizes also exists:
- Tubular;
- Metric;
- Inch.
Metric thread is characterized by a special profile, which has the shape of a triangle. The angle is 60 °. Dimensions are measured in millimeters. In the process of creating large steps, the marking is made by numbers with the inclusion of letter symbols. The digital data shows the size of the outer diameter. In any technical drawing you can find the characteristics of the type "M4, M6, M8" and analogues. When marking a metric thread with non-standard steps, an additional figure indicating the step size is additionally entered. In this case, the data looks like this - M8x0.8.
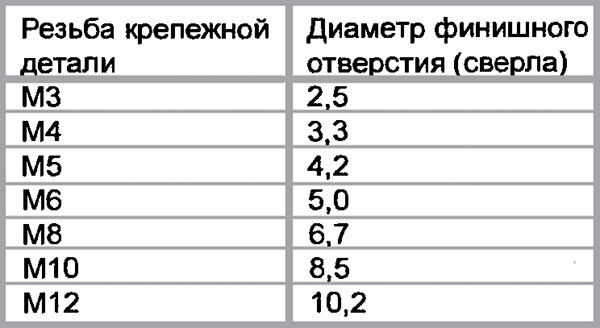
Correspondingly with the data of the drill thread diameters table (hereinafter the list of the format "thread - drill size"):
- M5 - 0.42 cm;
- M4 - 0.33 cm;
- M8 - 0.67 cm;
- M12 - 0.96 cm.
For a thread M6, a hole with a diameter of 0.5 cm is suitable. For a M3 thread, the drill must be 0.21 cm in diameter.
Calculate the size of the hole can be according to the formula, but usually use specially designed tables of drill diameters for threading. So it turns out much more convenient and faster than each time to consider everything in your mind.
Inch has a different profile angle. It is 55 °. The diameter of the holes is indicated in inches, and the number of threads determines the pitch.
Pipe has a difference in the original diameter, which is based on the size of the tube hole. When processing such materials, only the outer thread is cut.
Selection of drill bits for cutting
To create an internal thread by yourself, it is necessary to create a hole in the workpiece, the diameter corresponding to the tool for subsequent cutting. Any hole must exactly match the dimensions of the cutting tool. Just for this reason, it is necessary to accurately select the size of the drill for subsequent cutting.
Now there is no problem with finding a suitable drill diameter. The construction market offers any modification to the drills, starting from the smallest to the largest ones. Proceeding from a specific task, it is possible to create holes of the required diameters for one or another needs. 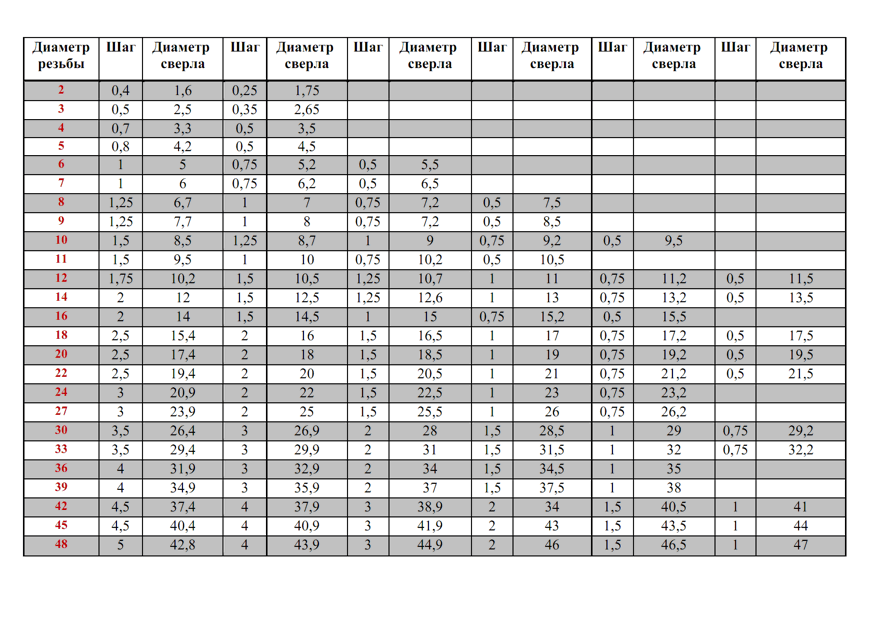
Thread forming tools in the product
To cut inside the workpiece, you need a tap. This device resembles a screw, which has grooves that are pointed. The rod can be conical or cylinder. The grooves are arranged in a longitudinal manner, dividing the threaded joint into elements called crests. The ridges are working parts.
For the groove to be clean, the steel layer needs to be removed gradually. To do this, you need one device that has a long length, or several appropriate tools.
Single taps can also be bought. Usually they are used to restore the damaged threads. To cut a new one, take the kit. For this reason, taps are often provided to consumers in two pieces. One is for roughing, the second is for finishing. The first creates a small cavity, the second - conducts its cleaning and increase. Three-pass devices are also manufactured. They are mounted in a wrench. The arrangement of collars can be different. Their size should be in accordance with the size of the drill bit.
In the set, all items have marks. They are applied to the shanks. The differences between the risks are as follows:
- at tip No. 1, the top of the teeth are cut, the combs are long enough. The outer radius is slightly less than that of other devices in the kit;
- at the tap No. 2 the fence area is shorter, the crests are more authentic. Its size is larger than that of the No. 1 tap;
- tip # 3 has full teeth combs. Its value should be the same as that of the thread being formed.
Taps are pipe (marked with the symbol "G", intended to form a thread in tubular products) and metric (intended for cutting metric types).
The quality of the cutting is directly dependent on the taps. It should be made of high-quality material, it must be sufficiently sharp. To prolong the application time and make the cutting parameters higher, a lubricant is used. Often enough to learn to cut, there are enough three or five attempts.
Working with a drill and threaded connection, you must carefully select the characteristics of the tool, because Only in this case a qualitative result is guaranteed. To do this, we propose corresponding tables with the necessary data for all sizes.