Мы рассмотрели. Выяснили, какие они бывают и оценили основные плюсы и минусы тех или иных типов металлических труб. И сегодня, как я и обещал, мы с вами поговорим о пластиковых (полимерных) трубах. Здравствуйте.
В системах канализации и водоснабжения в последнее время широко используются полимерные трубы из полиэтилена (ПЭ), поливинилхлорида (ПВХ) и полипропилена (ПП) и др. Для начала, давайте посмотрим, что же характерно для всех пластиковых труб и выделим основные их плюсы и минусы.
Общие достоинства пластиковых труб:
Прочность;
Долговечность;
Пластичность и способность растягиваться до 7% с сохранением своих качеств;
Отличные диэлектрические свойства (защита от блуждающих токов не требуется);
Низкая теплопроводность;
Стойкость к коррозии;
Незначительные потери на трение (небольшая шероховатость поверхности);
Отсутствие бактерий, гниения, распада, известковых отложений на стенках;
Хорошие звукоизоляционные свойства (низкий уровень шума);
Легкость транспортировки (малый вес);
Простота монтажа.
Общие недостатки:
Непригодность для систем противопожарного водопровода;
Потеря прочности от времени и нагрузок;
Не переносят прямое воздействие солнечных лучей;
Для различных типов пластиковых труб необходимы определенные монтажно-сварочные приспособления;
Кислородопроницаемость.
Думаю, нужно пояснить, что же такое кислородопроницаемость. Термин, вроде бы, понятный, но все же. Под кислородопроницаемостью в данном случае понимается диффузия через стенки трубы небольшого количества содержащегося в воздухе кислорода. И что здесь такого, скажете вы? В случае с трубопроводом для подачи к крану воды ничего страшного в том, что в воду попадет частичка кислорода, нет. А вот в случае, если мы имеем дело с теплоносителем (антифриз, вода), то кислород, попавший в него, выведет из строя либо котел, либо отопительные приборы, что не есть гуд. То есть, в данном случае такие трубы нам не подойдут.
В настоящее время на рынке пластиковых труб широко представлены трубы из полиэтилена, сшитого полиэтилена, поливинилхлорида, полипропилена, полибутена и стеклопластика.
Срок службы пластиковых труб составляет не менее 50 лет.
Полиэтиленовые трубы (PE или ПЭ)
Достоинства:
Низкая стоимость;
Небольшой вес;
Легкость в монтаже;
Низкая теплопроводность;
Устойчивость к воздействию различных химических соединений.
Недостатки:
Гибкость ниже, чем у других полимеров.
Трубы из полиэтилена используются для внутренних и наружных напорных трубопроводов (канализация, водопровод, водостоки).
Выпускается 2 вида полиэтилена:
1) полиэтилен высокого давления ПВД (или ПНП – полиэтилен низкой плотности);
2) полиэтилен низкого давления ПНД (или ПВП – полиэтилен высокой плотности).
Трубы из ПВД имеют меньшую механическую прочностью, чем трубы из ПНД, поэтому у них стенки толще и соответственно больше масса. Это дает определенное преимущество трубам ПВД: они намного лучше поглощают шум транспортируемой по ним среды.
Трубы из ПВП широко применяются для систем холодного водоснабжения. Эти трубы характеризуются очень высокой прочностью. Замерзшая внутри трубы из полиэтилена высокой плотности вода не повредит ее, причем труба при оттаивании прекрасно сохранит эксплуатационные свойства.
Трубы из сшитого полиэтилена
В результате различных видов обработки полиэтилена с целью придания ему дополнительной прочности и стойкости к температурным воздействиям между его молекулами дополнительно образуются поперечные связи (так называемые сшивки, или мостики ). Процесс обработки называется соответственно сшивкой, а образующийся после такой обработки материал – сшитым полиэтиленом. Сшитый полиэтилен имеет характерную маркировку – РЕ-Х (ПЭ-С). Различают четыре вида PЕ-Х в зависимости от способа сшивки: PЕ-Ха, PЕ-Хb, PЕ-Хc и PЕ-Хd. Они отличаются между собой долей сшитых молекул и, соответственно, прочностью. Так, из всех вышеперечисленных разновидностей сшитый полиэтилен с аббревиатурой РЕ-Ха имеет самый высокий процент сшивки.
По причине высокой кислородопроницаемости трубы из сшитого полиэтилена в основном используются для горячего и холодного водоснабжения. Для теплых полов и систем отопления специально разработаны трубы с внутренним или наружным диффузионным барьером, препятствующим проникновению кислорода. Внутренний барьер достигается при помощи этиленвинилового спирта, а внешний – с применением слоя алюминиевой фольги, имеющей толщину 0,1 – 0,15 мм. Кроме того, за счет использования алюминиевой фольги достигается существенное уменьшение величины термического расширения (эти трубы называют также стабилизированными ).
Для монтажа трубопроводов РЕ-Х используются механические соединители в виде резьбовых и пресс-фитингов, а также зажимных муфт различной конструкции. Монтаж РЕ-Х труб при помощи резьбовых фитингов, на мой взгляд, сродни мазохизму в чистом виде: во-первых, он достаточно трудоемкий, а во-вторых, требует обслуживания и контроля в процессе эксплуатации. Затяжка обжимных гаек постепенно ослабевает, что может привести к разгерметизации соединения.
Диаметры представленных на современном рынке труб РЕ-Х имеют небольшой диапазон – 12-32 мм. Этому есть функциональное и экономическое объяснение: при большем диаметре соответственно получится и большая толщина стенки, в результате чего снизится и эластичность таких труб, да и соединители для таких труб обойдутся значительно дороже. Оно нам надо?
Полипропиленовые трубы (PP или ПП)
Полипропиленовые трубы стремительно завоевывают позиции на российском рынке. Напорные полипропиленовые трубы выпускаются диаметром 16 – 250 мм и используются для систем холодного, горячего водоснабжения, отопления и канализации. Соединяются полипропиленовые трубы и фитинги способом высокотемпературной раструбной сварки.
Как и трубы PE — X, на рынке РР-трубы представлены в виде как однослойных, так и многослойных конструкций (с прослойкой из волокнистого пластика или алюминиевой фольги). Многослойные трубы называют стабилизированными. В их маркировке присутствует или слово «стабил», или его производные. Такие трубы меньше пропускают кислород и обладают большей стабильностью формы (имеют меньшее линейное расширение).
Достоинства:
Трубы из полипропилена гигиеничны, нетоксичны и не придают питьевой воде посторонних запахов и вкусов;
Долговечность: срок эксплуатации для холодной воды — более 50 лет, для горячей — более 25 лет;
Отсутствие коррозии;
Небольшая стоимость в сравнении с металлическими трубами;
Способность гасить вибрации и шумы;
Легкость при сварке и удобство монтажа;
Стойкость к перепадам давления и температур;
Низкий коэффициент гидравлического сопротивления;
Низкий уровень теплопотерь.
Недостатки:
Для монтажа необходимо дополнительное оборудование;
Срок службы резко снижается под воздействием ультрафиолетовых лучей.
Существует несколько видов труб из различных вариантов полипропилена:
РР-Н (ПП — тип 1 или ПП-Г) изготавливаются из гомополимера и в основном используются для систем холодного водоснабжения;
РР-В (ПП — тип 2 или ПП-Б) производятся из блоксополимера. Они прочнее и лучше переносят минусовые температуры (до -40°С). Их применяют как для систем холодного водоснабжения, так и для напольных отопительных систем;
PP-R (ПП — тип 3 или ПП-Р) – их делают из рандом-сополимера, обладающего высокой прочностью, герметичностью, эластичностью, устойчивостью к воздействию высоких температур, практичностью и легкостью при монтаже и сварке. Полипропилен третьего типа также устойчив к контакту с различными средами, пропускаемыми по полипропиленовым трубам в жидком или в газообразном состоянии. Трубы из рандом-сополимера применяют в системах горячего и холодного водоснабжения, водяного и напольного отопления.
Существует 3 основных типа полипропиленовых труб PP – R, которые отличаются рабочим давлением:
PN 10 – предназначены для использования в системах холодного водоснабжения, работающих с давлением 1 МПа;
PN 20 – используются для трубопроводов холодного и горячего водоснабжения, работающих с давлением 2 МПа при температуре 20°С; 0,6 МПа – при температуре 75°С;
PN 25 – армированные, многослойные, стабилизированные трубы; применяются как для трубопроводов горячего и холодного водоснабжения, так и для отопления с давлением 2,5 МПа при температуре 20°С; 1,0 МПа при температуре 90°С.
Трубы из полибутена (РВ или ПБ)
Полибутен во многом похож на полиэтилен и полипропилен, но он способен выдерживать как более низкие, так и более высокие температуры и обладает повышенной гибкостью. Его можно как соединять при помощи резьбовых или пресс-фитингов, так и сваривать термическим способом.
Трубы из поливинилхлорида (ПВХ)
Поливинилхлорид является термопластичным материалом. Его получают полимеризацией хлористого винила.
Достоинства:
Дешевизна по сравнению с другими пластиками;
Тепловое удлинение почти вдвое меньше, чем у полипропилена;
Естественная кислородонепроницаемость;
Высокая прочность;
Химическая стойкость;
Стойкость к стиранию.
Недостатки:
Жесткость выше, чем у других пластиков;
Применение клеевых соединений при монтаже (метод полидиффузного склеивания) усложняет, удлиняет и удорожает процесс монтажа;
Горючесть;
Повышенная токсичность.
Различают 2 вида поливинилхлорида:
PVC-U (НПВХ) – непластифицированный поливинилхлорид;
PVC-C (ХПВХ) – хлорированный поливинилхлорид (обладает более высокой пластичностью по сравнению с PVC-U).
Область применения: в системах холодного водоснабжения, безнапорной канализации (внутренней и внешней) и дренажа. Поскольку поливинилхлорид разрушается под тепловым воздействием с выделением хлора, трубы из данного материала не используются в системах горячего водоснабжения. При повышенных рабочих температурах применяется хлорированный ПВХ.
Трубы из стеклопластика
Основой стенок стеклопластиковых труб является стеклоткань, наполнителем служит полиэфирная или эпоксидная смола. С применение этих материалов появилась возможность получить прочностные характеристики, сравнимые со стальными трубами, и при этом трубы из стеклопластика примерно в четыре раза легче. Несмотря на то, что в нашей стране такие трубы производят более 20 лет, они так и не получили широкого распространения. Причина состоит как в отсутствии надежного и быстрого способа соединения труб и фасонных частей, так и в недостаточном ассортименте крепежных деталей и фитингов.
Изделия из полимеров прочно вошли в повседневный обиход. Область применения пластмассовых труб весьма обширна. Они используются при строительстве крупных магистралей, доставляющие воду, нефть и газ. Без них не обходиться строительство частного дома – это и прокладка канализации, водопровода, монтаж дренажей.
Разводка из пластиковых труб своими рукамиСуществуют разновидности пластмассовых труб, ведь в производстве применяется различный по составу полимер.
Разновидности изделий
Основные виды пластмассовых труб условно делят на следующие:
- из поливинилхлорида;
- полипропилена;
- полиэтиленовые изделия;
- из металлополимера.
Рассмотрим подробнее виды пластмассовых труб.
Поливинилхлоридовые модели
Для этого вида материала характерен высокий уровень огнестойкости – он не горят на воздухе. Невысокая морозустойчивость – до -15 градусов и низкая температура плавления – при 100 он «тает», а при 260 плавится. Тем не менее, материал устойчив на изгиб (100МПа) и на растяжение(80МПа).
Пластиковые трубыТехнические характеристики изделий:
- выдержать давление до 120 атмосфер, ввиду отменных показателей кольцевой жесткости.
- Низкий порог устойчивости к отрицательным температурам. Потому магистраль нуждается в утеплении.
- Устойчивость к деформации: при нагревании до допустимого уровня изделие удлиняется лишь на 5% от первоначального размера. Но при температуре +78 теряется форма.
- Гладкая внешняя и внутренняя поверхность. Благодаря этой характеристике изделия по минимуму засоряются.
- Светопроницаемость материала и способность сопротивляться воздействию ультрафиолета.
Не меняет свойства транспортируемой по водопроводу воды. По коммуникациям возможна доставка как питьевой, так и технической воды.
Высокий процент скольжения позволяет использовать пластмассовые трубы для прокладки длинной канализации.
Полипропиленовые изделия
Свойства этого вида труб зависят от исходного материала. Наиболее востребованы изделия, произведенные из полипропилена с возможностью выдерживать высокие температуры. Этот материал относится к разряду термопластов, устойчив к воздействию растворителей. Температурный диапазон колеблется от 10 до +90 градусов. При замерзании воды, трубопровод не лопается ввиду эластичности материала. Кроме того при переработке, не наносится вред окружающей природе.
Преимущества моделей из полипропилена:
- Доступность цены.
- Простота монтажа в сравнении с металлическими трубами. Для закрепления иногда достаточно использовать пластиковый хомут для труб.
- Эластичность материала, что позволяет использовать его в различных системах (в том числе для монтажа теплых полов).
- Химическая инертность, что позволяет доставлять питьевую воду без изменения характеристик состава.
- Устойчивость к коррозийным процессам. Длительный срок эксплуатации без уменьшения внутреннего диаметра ввиду засорения. Отсутствие конденсата на поверхности.
- Устойчивость к перепадам давления и температуры.
- Высокие показатели звукоизоляции ограничивают шум при протекании воды по системе.
- Простота обслуживания – поверхности наружные пластмассовых труб не требуют покраски.
Способность выдерживать воздействие высоких температур, позволяет применять в системе отопления.
Применение пластиковых труб для теплицыПолиэтиленовые изделия
Из школьного курса химии известно, что полиэтилен отталкивает воду. В процессе производства труба внутренняя поверхность становится гладкой, что препятствует засорению и заиливанию системы.
Изделия из этого материала выпускают двух видов:
- пластмассовая труба безнапорного типа;
- напорная труба.
Достоинства водопровода:
- Длительная эксплуатация (от 50 до 300 лет).
- Устойчивость к коррозийным процессам и воздействию химических жидкостей.
- Отсутствие последствий гидравлических ударов.
- Нетребователен в уходе (покраска, смазка).
- Отличные теплоизоляционные свойства.
- Доступность цены.
Еще одной разновидностью являются трубы из сшитого полиэтилена. Производятся изделия методом холодной запрессовки. Полиэтиленовые трубы этого вида прочны, не бояться воздействия ультрафиолетовых лучей. Пригодны для транспортировки горячей воды температурой до +95 градусов.
Трубы из металлополимеров
Изделия этого типа отличаются высокими показателями кольцевой жесткости, теплостойкости, инертностью по отношению к агрессивным веществам. Достигается это благодаря соединению металла и пластмассы.
Конструкция металлопластиковой трубы следующая:
- из экструдера выдавливается внутренняя оболочка (сшитый полиэтилен);
- поверх крепится слой алюминиевой фольги;
- наклеивается верхний слой.
Достоинства изделий:
- Использование сшитого полиэтилена позволило добиться большей прочности, чем у стандартных полимерных труб.
- В состоянии выдержать давление до 10 Бар при температуре +95 градусов.
- Скользкая внутренняя поверхность препятствует образованию известкового налета и засорению.
- Обладает антибактериальными качествами, что препятствует появлению плесени.
- Экологическая чистота материала.
- Низкая теплопроводность препятствует потерям тепла при транспортировке.
- Гибкость материала позволяет устанавливать трубопровод любой конфигурации.
Учитывая технические характеристики, производители дают гарантию на 10 лет службы. На практике срок эксплуатации составляет 50 лет.
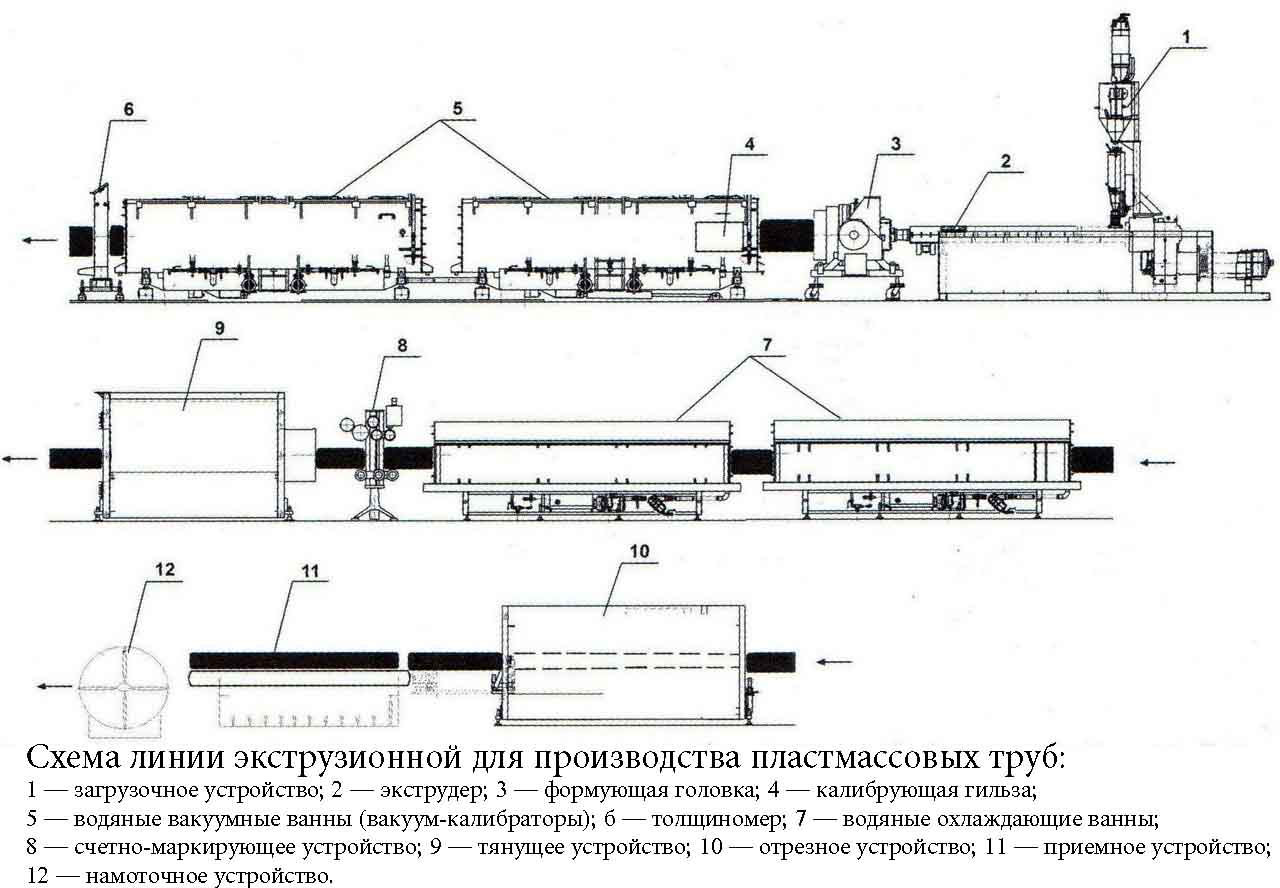
Производство полимерных труб
Производство труб из пластмассы различное, но в основном предприятия используют способ экструзии.
Процесс производства состоит в следующем:
- Гранулированный .
- В процессе гранулы плавятся и перемещаются в экструзионную головку.
- Под воздействием давления из расплавленной пластмассы производится формовка изделия.
- Заготовка перемещается в камеру вакуумной калибровки, где уточняется диаметр и частично охлаждается.
- В последнем отсеке изделие окончательно охлаждается, производится нарезка заготовки на необходимую длину.
ПОСМОТРЕТЬ ВИДЕО
Точное соблюдение технологических процессов осуществляется логическим контроллером. Система экструдера работает слаженно и бесперебойно.
Благодаря эксплуатационным характеристикам, при прокладке водопровода целесообразней использовать полимерные трубы, чем металлические. Применение пластмассы позволило удешевить продукцию, не ухудшая качественные показатели.
Наибольшее распространение в последнее время получили два вида труб, сделанных из неметаллических материалов. Это:
- полипропиленовые трубы;
- металлопластиковые трубы.
Подробнее рассмотрим два основных вида пластиковых труб.
Металлопластик
Эти трубы состоят из трех слоев разнородных материалов.- Внутренний слой сделан из сшитого полиэтилена. Так называют модифицированный полиэтилен с замкнутой пространственной молекулярной структурой. Этот материал имеет низкую шерховатость, и высокую теплостойкость.
- Второй (средний) слой - это алюминиевая фольга толщиной до 0,5 мм.
- Наружный, самый прочный и толстый слой, сделан из полиэтилена.
Основная особенность металлопластиковой трубы заключается в ее способности изгибаться без критических разрывов и деформации радиусом в 3 диаметра без применения специальных методов изгиба. А если изгибать с помощью специальной пружины – то можно добиться еще меньшего диаметра изгиба.
Технические характеристики металлопластиковой трубы самые лучшие (по сравнению с другим пластиком):
- длительная рабочая температура – до 95 град;
- максимальная кратковременная температура – до 110 град. (может видерживаться в течении нескольких часов);
- рабочее давление – до 10 атмосфер;

Металлопластиковая труба выпускается фиксированных диаметров в диапазоне от 16 до 40 мм (наружный диаметр) и продается в бухтах длиной по 100 метров, что дает возможность прокладывать длинные трубопроводы без соединений. Это бывает необходимо, например, в системах теплых полов, для создания единого контура без соединений.
Для соединения металлопластиковых труб с фитингами имеются два способа:
- с помощью опрессовки
- цанговый.

Ненадежность цангового соединения обусловлена прежде всего температурной деформацией трубы, из за чего соединение ослабляется и необходима его подтяжка.
Поэтому цанговые соединения на металлопластиковых трубах должны находиться в открытых легкодоступных местах.
Для систем отопления конечно же лучше применить прессовые соединения. Также, повышенная стоимость фитингов из бронзы и других металлов, ограничивает популярность металлопластиковых труб.
Полипропилен
На самом деле эти трубы могут изготавливаться из нескольких производных полипропилена, например из вещества полипропилен-рандом, которое по сравнению с обычным полипропиленом имеет повышенную пластичность, лучшую температурную стойкость при низких значениях, меньшую стоимость. Достоинства труб заключаются в простоте монтажа и соединений, при самых дешевых фитингах, сделанных из того же полипропилена. Также эти трубы имеют повышенную теплоизоляцию, сравнительно малый вес и значительный ресурс эксплуатации (более 50 лет) при условии соблюдения технических норм.Характеристики для полипропиленовых труб следующие:
- длительная рабочая температура – до 75 град. (при соответствующей толщине стенки);
- максимальная кратковременная температура – до 95 град. (может находится в течении нескольких часов);
- рабочее давление – до 20 атмосфер (с максимальной толщиной стенки).
Существует также, так называемый, армированный полипропилен со слоем из алюминиевой фольги, с лучшими показателями по теплонадежности.

Трубы выпускаются с различной толщиной стенок, под рабочие давления – 10, 16 и 20 атм. Что дает возможность использовать их по назначению без лишней переплаты.
Диаметры выпускаемых труб находятся в пределах от 16 до 125 мм (наружный диаметр).
Полипропиленовые трубы соединяются методом полифузной сварки, или проще сказать, с помощью нагревания. Соединение может быть по типу муфты или стыковое. Для труб диаметром выше 63мм – только встык. Для сварки применяется простой и дешевый нагреватель, а сам процесс соединения не требует от исполнителя особой квалификации. Фитинги и трубы разогреваются одновременно, вставленные в специальные формы, а затем соединяются расплавленными кромками (температура плавления около 260 град.), после чего быстро остывают, образуя неразборное соединение равнозначное по прочностным характеристикам самой трубе.
Ограничения в применении пластика
Значительный срок службы – в 50 лет, это гарантия, которая дается производителем на трубы находящиеся в нормальных условиях эксплуатации. А именно – рабочее давление и температура не должны превышать значений указанных в технической документации труб. Так что следует обратить внимание в первую очередь на реальные характеристики систем, в которых будут эксплуатироваться трубы, и соотносить их с техническими характеристиками трубопроводов.Кстати, строительными нормами и правилами, регламентируются ограничения в системах отопления и водоснабжения по рабочему давлению и температуре. Так что если эти реальные значения не выходят за СНиП, то и трубопроводы, соответствующей условиям эксплуатации марки, будут служить исправно и долго.
Но существует и другое предостережение. СНиПом запрещено нагревать воду свыше 90 град. С в системах, где применяются пластиковые трубопроводы. Поэтому применять пластиковые трубы лучше в системе, где имеется ограничение максимальной температуры теплоносителя, например в индивидуальном отоплении, где температура воды ограничена настройками котла, и где не возможны аварийные ситуации подобного рода. Или же в контуре подачи горячей воды центрального теплоснабжения должна быть термостатическая предохранительная система, осуществляющая подмес холодной воды к подаваемой горячей, и таким образом предохраняющая систему от перегрева.
С давлением несколько проще – ограничения заложены на уровне порядка 6 атм., что не выходит за рабочие параметры трубопроводов.
Особенности эксплуатации
При монтаже и эксплуатации трубопровода нужно учитывать одно немаловажное свойство полипропиленовых труб, о котором частенько забывают. А именно полипропилен имеет значительный коэффициент теплового расширения. Метровый отрезок трубы при нагреве не 1 град удлиняется на 0,15 мм. Это значит, что при нагреве на 60 град. (вполне нормальный режим работы), на каждом метре трубопровод удлинится на 9 миллиметров. Если же трубе не дать расширяться, то за счет возникших внутренних напряжений она просто разорвется. Поэтому, монтировать и размещать трубопровод, особенно большой длины, нужно с учетом этих его качеств. Поломка полипропиленовых труб, работающих в системе отопления или горячего водоснабжения в подавляющем большинстве случаев, связана вовсе не с перегревом и выходом за нормальный режим эксплуатации, а с нарушениями во время прокладки.Что бы обезопасится от такого негативного развития событий, в трубопроводах делают температурные компенсаторы. В домашнем хозяйстве трубопровод длиной более 1 метра нельзя заключать в тесные замкнутые пространства. Также существуют специальные конструкции полипропиленовых труб, в которые включен слой алюминиевой фольги – что то наподобие металлопластиковых трубопроводов. Этим резко снижается коэффициент температурного расширения – до 0,025мм/град.С м, но естественно такие трубы будут дороже.
С металлопластиковыми трубам в этом плане дело обстоит несколько проще. Один метр металлопластика удлиняется при нагреве на один градус всего но 0,02 мм. Это не так критично, да и эти трубы намного пластичнее, поэтому металлопластиковые трубопроводы можно применять в замкнутых пространствах теплых полов. Расширение опасно лишь для мест сочленения труб с фитингами. Поэтому прятать и изолировать фитинги металлопластиковых труб, как было сказано ранее, нельзя.
После монтажа трубопровода не нужно забывать о простых правилах тепловой изоляции. Это помогает сэкономить тепло и деньги. В неотапливаемых помещениях и на улице трубопровод горячей воды или отопления должен быть как следует теплоизолирован. Тоже самое касается и трубопровода холодной воды, - теплоизоляция предотвратит нагрев, а также запотевание труб.
Также следует учитывать, что строительными нормами предусматривается проводить испытания только что смонтированного трубопровода. Т.е. после завершения пайки, выжидается один час, и труба заполняется носителем. Условия испытаний следующие – давление – 15 атмосфер, время проверки – 1 час. При этом падение давления в системе не допускается более чем на 0,2 атм.
Какие пластиковые трубы выбрать.
При выборе и покупке пластиковых труб ознакомьтесь с тем, что указано производителем непосредственно на трубе. У нормальных производителей там нанесена масса полезной информации, а именно:
- размер трубы;
- материал трубы. Для материалов имеется своя аббревиатура. Для металлопластика - PEX-AL-PEX. Для полипропиленов – это PPH – гомополимеры, PPB – блоксополимеры, PPR-С – рандом сополимер;
- соответствие изделия требованиям норматива (DIN);
- рабочее давление и температура трубы;
- дата и место изготовления, а также название компании. В настоящий момент пластиковые трубы изготавливают в Германии, России, Чехословакии и Турции.
При покупке следует попросить у продавца сертификат качества. Нормальные производители снабжают свою продукцию подобными сопроводительными документами. Проверяя сертификат, нужно убедиться, что срок действия его не истек, а название организации указано правильно. Также в торговой организации нужно взять чеки на покупку и сохранить их. Труба – оборудование ответственное. И в случае ее поломки и затопления квартиры (!), только чеки на приобретение некачественной продукции помогут решить имущественные споры.
Добавить в закладки
Применение и виды пластиковых труб
На сегодняшний день пластмассовые трубы имеют достаточно широкую сферу применения, являются очень востребованными при проведении различных внутренних инженерных систем, а именно канализации, водопровода, отопления, вентиляции, газопровода. Ряд свойств, выгодно отличающих их от других видов, делает эти изделия из пластика практически незаменимыми. Так, в отличие от металлических, они не подвергаются коррозии, не увеличивается сопротивление во времени, а их потеря напора на трение на 30 % меньше. К тому же такие трубы морозоустойчивы и сохраняют пластичность при сниженной температуре. У них небольшой вес, хорошая пропускная способность, низкая теплопроводность. А еще они отличные диэлектрики и просты при сборке. Единственный минус - низкая сопротивляемость раздавливанию.
Изготовление пластмассовых труб
Пластмассу получают из углеродов пропилена (ПП) или этилена (ПВХ, ПЭ), входящих в состав нефти и газа. В процессе обработки эти низкомолекулярные вещества поддаются полимеризации, в результате чего образовываются новые вещества, количество связей между молекулами которых увеличивается. В зависимости от типа сформировавшейся связи (линейная или пространственная) и от структуры молекул, пластик делят на реактопласты и термопласты.
Способов изготовления пластмассовых труб существует несколько, но главный из них - метод экструзии.
Термопласты (термопластичные пластмассы) образовываются из однородных линейных молекул. При нагревании они размягчаются, а при охлаждении вновь восстанавливают прежнюю структуру. В силу низкой температуры размягчения (от +60° C) область применения термопласта несколько ограничена. Реактопласты (термореактивные пластмассы) отличаются от термопластов композитным составом, они не имеют химически однородной структуры и в ходе обработки проходят дополнительную «технологическую закалку», в результате которой молекулами создаются дополнительные трехмерные связи. Реактопласты более устойчивы к высоким температурам, но после превышения температурного порога разрушаются. Термопласты же менее хрупкие и сохраняют свои внутренние связи даже при полном расплавлении.
Способов изготовления пластмассовых труб существует несколько, но главный из них - метод экструзии. На первом производственном этапе в бункер экструдера подается пластик в виде гранул, после чего они плавятся и перемещаются в экструзионную головку. Уже там формируется форма будущего изделия. Происходит это под воздействием высокого внутреннего давления. На следующем этапе заготовка попадает в камеру вакуумной калибровки, где непосредственно происходит калибровка диаметра и начинается охлаждение. В следующей камере труба полностью охлаждается, после чего ее нарезают на отдельные части. За производственным процессом на всех этапах следит логический контроллер, отвечающий за изготовление высококачественной продукции.
Пластмассовые трубы и их виды
Для изготовления пластмассовых труб чаще всего используют такие материалы, как поливинилхлорид, полипропилен, полиэтилен.
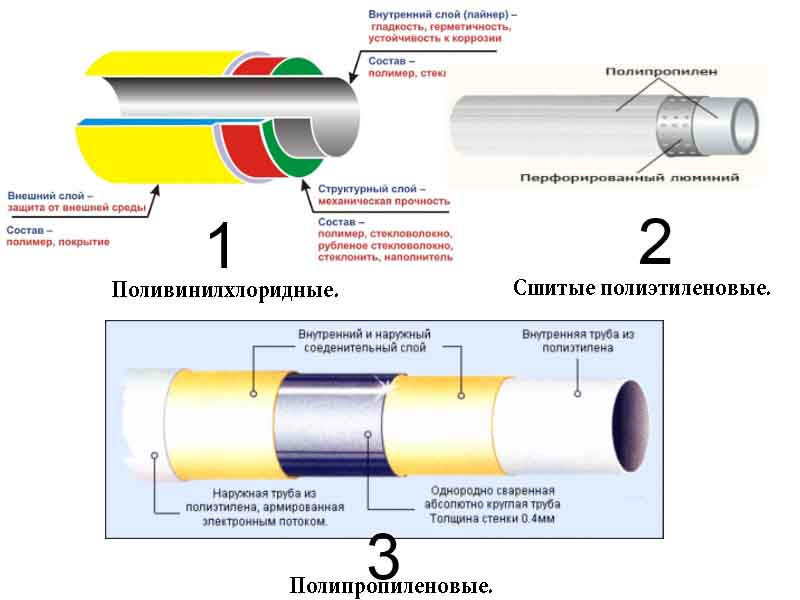
Схема строения слоев пластмассовых труб
Самыми популярными являются пластиковые трубы из поливинилхлорида (ПВХ). Они способны сохранять форму при относительно высоком нагреве (+80-85° C), запросто поддаются сварке, могут растворяться в некоторых растворителях, имеют наиболее низкий коэффициент линейного расширения при рабочей температуре +60° C. Их применяют в системах канализации и водоснабжения, в пищевой промышленности и прочих технологических системах. Монтаж труб из ПВХ обычно осуществляется методом холодной сварки. Прокладываются они как наружным, так и скрытым способом.
Трубы из полипропилена (ПП) используются для устройства трубопроводов горячего и холодного водоснабжения, а также для монтажа воздуховодов. Они могут функционировать при температуре рабочей жидкости до +95° C на протяжении не одного десятка лет. Их монтаж выполняется методом диффузионной сварки, осуществить которую можно всего за несколько минут, а сама конструкция имеет высокую герметичность.

Пример использования пластмассовых труб в системе полива растений
Полиэтиленовые (ПЭ) трубы подходят для использования при низких температурных показателях. Их часто применяют при создании наружных трубопроводов, предназначенных для транспортирования воды питьевого и хозяйственного назначения, а кроме того, разнообразных газообразных и жидких веществ, не вызывающих химических реакций при контакте с полиэтиленом. ПЭ сохраняет свои характеристики даже при температуре -20° C, однако стоит помнить, что температура транспортируемых веществ не должна превышать +40° C. , имеющих диаметр меньше 63 мм, проводится с помощью электросварных муфт, полипропиленовых и с . Трубы с диаметром, превышающим 63 мм, соединяют методом стыковой сварки, а трубы из сшитого полиэтилена - методом неразъемного соединения или холодной запрессовки, как его еще называют.
Довольно часто применяются металлопластиковые трубы, отличающиеся от других видов своей трехслойной конструкцией. Между двумя слоями пластика находится слой алюминиевой фольги. Она служит защитой от проникновения кислорода и необходима для снижения показателей теплового линейного расширения. проводится за счет компрессионных и пресс-фитингов. Применимы такие трубы в напорных и отопительных системах, так как могут быть эксплуатируемыми при температуре рабочей среды до +95° C.

В сравнении со стальными, чугунными и медными трубами полимерные трубы при производстве очень мало загрязняют атмосферу, требуют сравнительно небольшого количества электроэнергии, при прокладке в земле почти не загрязняют почву.
Применение пластмассовых труб для канализации
В силу объективных причин многие виды труб сегодня прокладывают именно из пластмассы, а не из металла. Не исключением стали и канализационные. Пластмассовая труба из ПВХ за счет своей устойчивости к агрессивным воздействиям веществ, находящихся в стоковых водах, давно закрепила за собой лидерские позиции в этом направлении. Помимо прочего, такая канализация легка в эксплуатации, ее запросто можно разобрать и прочисть засорившуюся трубу. А чтобы избежать засорений, протечки и разгерметизации, нужно выбирать идеально гладкие изделия, без заусениц, вздутий и трещин. Иначе можно будет столкнуться со многими неприятными последствиями в ходе эксплуатации.
Монтаж пластмассовых труб достаточно прост. Нужно всего лишь вставить одну трубу в раструб другой, где находится резиновое уплотнительное кольцо, позволяющее им соединяться без протеканий.
Канализационные трубы имеют разный диаметр, выбирать который следует исходя из нагрузки. Она может быть высокой и низкой. Например, для многоквартирных домов, коттеджей, общественных объектов рекомендовано выбирать большой диаметр, предназначенный для повышенной нагрузки. В гостиницах, больницах, учебных заведениях используются трубы диаметром 200 мм, на промышленных предприятиях - 300 мм. Если же больших нагрузок на канализацию не предусматривается, достаточно будет диаметра 50 мм.
Монтаж пластмассовых труб достаточно прост. Нужно всего лишь вставить одну трубу в раструб другой, где находится резиновое уплотнительное кольцо, позволяющее им соединяться без протеканий. Не нужно ничего замазывать, чеканить. Если труба не входит в раструб, можно подогреть ее конец над лампой или конфоркой плиты. Важно не допустить перегревания и расплавления пластмассы, иначе труба попросту придет в негодность.
В квартирах обычно пластмассовый трубопровод монтируется в таком порядке:

Для общей канализации (фекалии и вода) при оптимальной скорости стекания (от 0,7 до 1 м/с) уклон делается из расчета 1-2 см на каждый м.
- сифон под раковиной в кухне;
- отвод (колено) - короткая труба, изогнутая под углом 90°;
- труба диаметром 50 мм;
- Y-образный фитинг (косой тройник) для подключения ванны;
- снова труба диаметром 50 мм;
- Т-образный фитинг (прямой тройник) для подключения умывальника;
- труба диаметром 50 мм, ведущая до входа в канализационный стояк.
При прокладке канализации для частных домов необходимо учитывать два фактора: уклон и глубину. Уклон будет зависеть от способности трубопровода к самоочистке и скорости стекания. Для общей канализации (фекалии и вода) при оптимальной скорости стекания (от 0,7 до 1 м/с) уклон делается из расчета 1-2 см на каждый м. Рекомендованная глубина составляет 70-90 см у дома с последующим углублением по уклону, не менее 1 м к выходному отверстию.
Водопровод из пластмассовых труб
Пластмассовые трубопроводы часто используются для монтажа водопровода. Задействованными в этом могут быть трубы разных видов, а именно:
- Полиэтиленовые (РЕ), выдерживающие рабочее давление от 6 до10 кгс/см 2 и имеющие самую низкую рабочую температуру (-20° C). Они подходят и для внутренних, и для наружных водопроводов.
- Сшитые полиэтиленовые (РЕХ), обладающие более высокой прочностью и улучшенными температурными характеристиками.
- Трубы из поливинилхлорида (ПВХ), имеющие высокие эксплуатационные свойства и достаточно низкую стоимость.
- Металлопластиковые трубы (РЕХ-AL-РЕХ), способные выдерживать давление до 10 бар, а их рабочая температура составляет +95° C.
![]()
Безтраншейное прокладывание пластмассовых труб для водопровода
Главное при монтаже пластмассовых труб - как можно меньше использовать короткие узлы с высокой жесткостью, оставляя систему максимально гибкой. Минимальное количество соединений уменьшает риск возникновения протечек. Крепить пластиковые трубопроводы к стенам и потолку стоит с помощью подвижных опор. При их соединении с металлическими деталями стоит применять комбинированные разъемные фитинги, имеющие металлические вставки. На прямом участке водопровода, длиной более 3 м, необходимо устанавливать кольцевые компенсаторы, готовые или сварные. Если происходит в грунт, важно избегать механического воздействия на них.
На начальном этапе монтажа отмерить и отрезать часть трубы необходимой длины, а торец очистить от заусенцев и крошек. Затем маркером отмечаем глубину входа фитинга, не допуская при этом сдвижения фитинга до упора. Дабы избежать перекоса, в местах соединения трубы и фитинга тоже наносятся метки, после чего они надеваются на разогретую насадку паяльника. Важно, чтобы обе части нагревались одновременно, а насаживались максимально плотно, без поворотов вдоль осевой линии. Трубе понадобится 20-30 секунд для полного застывания. По такой же схеме соединяются остальные составляющие элементы.
Отопление, газопровод и вентиляция
Для системы отопления пластмассовые трубы выбирают в силу целого ряда причин. Во-первых, они служат до 50 лет и не поддаются коррозии. Во-вторых, благодаря своей гладкой внутренней поверхности, они не производят шум во время протекания по ним воды. Вдобавок на них не образовывается известковый налет. Также пластиковые трубы имеют низкую теплопроводность, вода в них остывает намного медленнее, чем в металлических. А еще они устойчивы к перепадам давления и температур.

Для системы отопления подойдут металлопластиковые трубы, из ПВХ, полиэтиленовые и полипропиленовые.
Для системы отопления подойдут металлопластиковые трубы, из ПВХ, полиэтиленовые и полипропиленовые. Стоит учесть, что последние несколько отличаются от всех прочих видов пластмассовых труб. Так, со временем они могут менять свою форму, поскольку имеют высокую текучесть. Причем деформируются они даже под воздействием собственного веса, поэтому следует увеличить количество креплений или использовать их только для внутренней проводки.
Как и в ряде других случаев, соединяются без сварки, а лишь при помощи пайки или фитингов. В случае монтажа скрытой системы отопления с использованием нужно обратить внимание на то, что линейное расширение участка трубы, длина которой 5 м, составляет 4-5 мм. Чтобы не повредить отделку стен, следует установить достаточное количество компенсаторов на трубопроводе.
Если для прокладки газопровода еще 10 лет назад использовались только трубы из стали, то сегодня в обиход вошли полиэтиленовые. Они имеют высокую устойчивость к негативным воздействиям факторов окружающей среды и различных химических соединений. Пластичность таких труб соединяется с прочностью, что делает их укладку удобной и возможной даже в регионах с суровыми климатическими условиями. Пластмассовые трубы не требуют дополнительной защиты перед их укладкой в грунт, поскольку уже защищены от электрохимических разрушений.
Следует знать, что пластиковые трубы применяют только для подземной укладки, а ввод в дом и разводка газопровода непосредственно внутри помещения осуществляется только стальными. К тому же использование запрещается в районах, где температура воздуха опускается до отметки -45° C, а сейсмичность превышает 6 баллов. Не могут быть они проложены внутри зданий, в городской зоне для транспортировки газа высокого давления (I и II категории).
Еще одна сфера применения пластмассовых труб - вентиляция. Это объясняется тем, что они обеспечивают высокую надежность инженерных систем и гарантируют высокие сроки эксплуатации. Для монтажа рядом с вентиляционным выходом устанавливают трубу, от которой отходят другие трубы, диаметром 160 мм. Иногда во избежание появления неприятных запахов пластиковые трубы оснащаются дополнительными вентиляторами, обеспечивающими максимальную скорость протяжки воздуха. Целесообразным использование пластиковых вентиляционных трубопроводов будет в местах большого скопления народа, например, в кафе, ресторанах, спортзалах, фитнес-клубах.
Трубопроводы из пластмассы находят широкое применение. Они и соединительные части к ним (фитинги) изготавливаются из полиэтилена высокого давления (ПВД), полиэтилена низкого давления (ПНД), полипропилена (ПП) и непластифицированного поливинилхлорида (ПВХ), называемого иногда винипластом.
Промышленность выпускает трубы различных диаметров в отрезках длиной до 12 м. Полиэтиленовые трубы диаметром до 160 мм поставляются в бухтах или катушках.
Пластмассовые трубы отличаются рядом преимуществ по сравнению с трубами из других материалов.
Это - низкая теплопроводность, благодаря чему на трубах образуется меньше конденсата, они не так «потеют» в теплых помещениях. При одном и том же расходе материала утепление пластмассовых труб эффективнее.
Это - лучшая пропускная способность (чем у стальных и чугунных труб) из-за малого трения жидкости о гладкую поверхность пластмассы.
Это - высокие диэлектрические свойства, исключающие появление блуждающих токов, разрушающих металлические трубы.
Это - малый вес, простота механической обработки и сварки.
Правда, трубы из ПВХ хуже свариваются, но зато без трудностей склеиваются. Трубы из полиэтилена морозостойки и сохраняют пластичность при пониженной температуре. Если жидкость в них замерзнет, то трубы только раздуются. После оттаивания жидкости трубы вновь сузятся.
Однако пластмассовые трубы обладают рядом серьезных недостатков. Они чрезвычайно чувствительны к механическим повреждениям. Их следует предохранять от образования глубоких царапин и рисок, которые значительно снижают их механическую прочность. С повышением температуры прочность у них снижается. Поэтому температуру жидкости в трубе строго ограничивают.
Пластмассовые трубы нельзя использовать в системах горячего водоснабжения и в отоплении. В канализационных пластмассовых трубах температура жидкости постоянных стоков не должна превышать 60°С для ПВД и ПНД, 50°С - для ПВХ и 70°С - для самого термостойкого из материалов - ПП. Поэтому при сливе кипятка разбавляйте его холодной водой. Это особенно относится к пластмассовым деталям, стоящим в металлических мойках и умывальниках, выпускам, сифонам и т.п.
Ко всем бедам коэффициент линейного расширения пластмасс в 7...15 раз больше, чем у стали.
Трубы из ПВХ и ПП становятся хрупкими при низких температурах. Все пластмассовые трубы подвержены возгоранию. Не подносите к ним открытое пламя и не прислоняйте их к горячим предметам. При обработке труб пламенем имейте рядом воду или мокрую тряпку.
Солнце отрицательно воздействует на трубы. Старение пластмассы под действием ультрафиолетового излучения выражается в увеличении хрупкости и ухудшении вида наружной поверхности труб. Это, в частности, могут заметить те, у кого в комнатах над окнами подвешены пластмассовые трубчатые карнизы для штор.
Для напорного водопровода чаще применяют полиэтиленовые трубы из ПВД и ПНД [Полиэтилен ПВД, получаемый при высоких давлении и температуре, иначе называют полиэтиленом низкой плотности и обозначают ПНП, а ПНД, «добываемый» при низких давлении и температуре, - полиэтиленом высокой плотности и обозначают ПВП.].
Полиэтилен ПВД мягче и пластичнее ПНД. Чтобы замедлить процесс старения, к полиэтилену добавляют сажу (отсюда водопроводные трубы, сифоны и колена черного цвета).
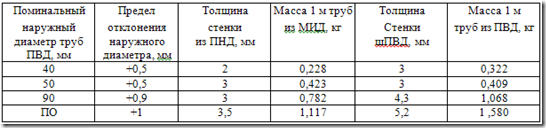
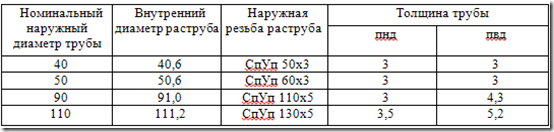
Полиэтиленовые трубы в зависимости от допустимого давления воды (при температуре +20°С) выпускаются с разной толщиной стенки: легкие Л - на 0,25 МПа, среднелегкие СЛ - на 0,4 МПа, средние С - на 0,6 МПа, тяжелые Т - на 1 МПа. Характеристики труб приведены в таблице 1.
Таблица 1. Характеристики труб на ПНД по ГОСТ 18599-83, мм
Трубы из ПНД изготавливаются в отрезках длиной от 5 до 12 м с кратностью 0,5 м. Предельное отклонение длины от номинальной + 50 мм. Цвет труб черный. Трубы из ПВД выпускаются диаметром до 160 мм. Стенки этих труб обладают большей толщиной и соответственно большей массой (в расчете на 1 м длины) по сравнению с трубами из ПНД.
Условное обозначение труб состоит из наименования материала, диаметра трубы, типа трубы, указания о назначении трубы (хозяйственно-питьевое - обозначают словом «питьевая», в остальных случаях - «техническая»). Трубы с обозначением «техническая» для питьевого водопровода не применяются.
Примеры условного обозначения: «ПНД 63 СЛ питьевая ГОСТ 18599-83» Понимать это следует так: труба из полиэтилена низкого давления, наружным диаметром 63 мм, среднелегкого типа, для систем хозяйственно-питьевого назначения. «ПВД 110 Т техническая ГОСТ 18599-83» Расшифровывается так: труба из полиэтилена высокого давления, наружным диаметром НО мм, тяжелого типа, для труб, не используемых в хозяйственно-питьевых целях.
Маркировка наносится на поверхность трубы нагретым металлическим штампом с интервалом приблизительно в 4 м и включает товарный знак предприятия и условное обозначение трубы. Ярлык из фанеры, картона или любого другого материала прикрепляется к каждой бухте, пакету или блок-пакету труб. На ярлыке несмываемой краской наносится транспортная маркировка, в которой указываются основные, дополнительные и информационные надписи. Непосредственно маркировку труб допускается дополнять датой изготовления, номером смены, линии, кодом аппаратчика. Трубы диаметром 10 и 12 мм иногда не маркируют.
Трубы полиэтиленовые канализационные и фасонные части к ним - фитинги, предназначены для систем внутренней канализации домов с максимальной температурой сточной жидкости 60°С и кратковременной (до 1 мин) - 95°С. Основные параметры и размеры труб приведены в таблице 2.
Таблица 2. Канализационные трубы из ПНД и ПВД по ГОСТ 22689. 2 - 89
Пример условного обозначения трубы канализационной (ТК) наружным диаметром ПО мм, длиной 6000 мм, из ПНД:
«ТК 110-6000-ПНД ГОСТ 22689.2-89»
Маркировка каждой трубы производится на ее поверхности с интервалом не более 4 м и содержит: наименование или товарный знак предприятия-изготовителя и условное обозначение. Выпускаются трубы прямыми отрезками длиной 2,0; 3,0; 5,5; 6,0 и 8,0. Не допускается сварка труб или фитингов из ПВД с трубами или фитингами из ПНД. Это ослабит шов. Расчетный срок службы труб и фитингов - 25 лет.
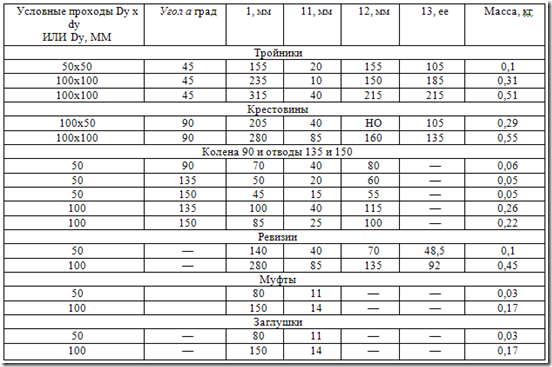
Данные о размерах и форме фитингов к канализационным трубам (рис.1) приведены в таблице 3.
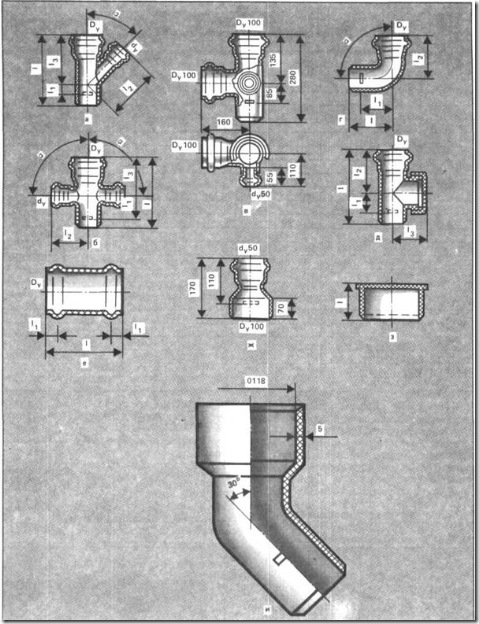
Рис.1. Фитинги к пластмассовым канализационным трубам: а - тройник косой, б - крестовина, в - крестовина двуплоскостная, г - угольник, д - ревизия, е - муфта, ж - муфта переходная, з - заглушка, и - отвод с раструбом для присоединения к унитазу
Таблица 3. Фитинги к канализационным трубам
Из общей массы производимых пластмассовых труб около 20% составляют гофрированные (ГТ), Они имеют ряд преимуществ по сравнению с гладкостснными пластмассовыми трубами. Благодаря «гармошке» (рис.2) надобность в гнутье отпадает Количество фитингов резко сокращается, как число труб. Ибо гофрированные трубы ведутся по кратчайшему расстоянию. Вес ГТ во много раз меньше гладкостенных. Когда в последних отсутствует давление, ГТ способно их заменить. Для дренирования, полива и обогрева теплиц самые удобные ГТ (таблица 4).
Таблица 4. Дренажные гофрированные трубы из ПВП по ТУ 6-19-224-83

Дренажные гофрированные трубы из ПВХ по ТУ 33-291-84 выпускаются с такими же наружными диаметрами, но тип I - до наружного диаметра в 90 мм и при глубине заложения до 2 м; тип II - наружный диаметром ПО и 125 мм при глубине заложения до 2,5 м; тип III - с наружными диаметрами 90, ПО и 125 мм при глубине заложения до 5 м. Кроме того, средняя толщина стенок труб из ПВХ меньшая, чем у труб из ПВО.
В фитинги для гофрированных труб включают муфты, переходники, заглушки. Один из видов муфты приведен на рис 2,6.

Рис.2. Пластмассовая гофрированная труба: а - труба дренажная, б - соединительная муфта
Разъемные соединения труб
Соединения труб бывают разъемными и неразъемными. Рассмотрим сначала разъемные соединения.
Основной вид разъемного соединения безнапорных канализационных труб - раструбное с уплотнением резиновым кольцом (рис.3). Раструб имеет кольцевую канавку для резинового кольца, трубы без раструбов соединяются фитингами (см.рис.1). Промышленность выпускает фитинги с раструбами к пластмассовым канализационным трубам.
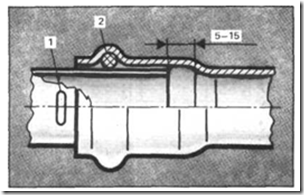
Рис.З. Разьемное раструбное соединение с резиновым уплотнительным кольцом: 1 - метка, 2 - кольцо
Приведем последовательность сборки раструбного уплотнения с резиновым кольцом. На конце трубы снимают снаружи фаску под углом примерно 15°, Делают это драчевым напильником или ножом. Внешнюю поверхность трубы на длине соединения и внутреннюю часть фитинга очищают от грязи. Резиновое кольцо вкладывают в канавку фитинга. Конец трубы смазывают любым жиром или мыльным раствором и вводят с вращением в фитинг. Если после сборки труба легко поворачивается, значит, кольцо в своем «ложе», в канавке. Труба должна выступать за кольцо не менее чем 10...15 мм. Это гарантирует уплотнение при укорочении труб, когда температура понизится. Самое результативное обжатие кольца - 40%, что обеспечивается соответствующим подбором диаметров раструба и трубы. Величину погружения трубы в раструб контролирует метка (рис.3). До дна раструба вводимая труба не должна доходить на 10...15 мм для компенсации температурного расширения.
Переходными фитингами стыкуют трубы разных диаметров, как под углом, так и в прямолинейном расположении. Раструбные безнапорные пластмассовые трубы соединены и без резинового кольца. Принцип соединения, как у чугунных труб. Но пластмассовые трубы более «мягкие», поэтому после закладки кольцевого зазора на 2/3 глубины просмоленной паклей или пропитанной жиром прядью пенькового каната закрывают оставшуюся 1/3 асбестобитумной или специальной замазкой. Цементная смесь из-за деформационной способности труб будет выкрошиваться, хотя раструбы стояков вблизи крепления к стенам можно закрывать цементной смесью и резиновым кольцом (рис.4).

Рис.4. Разъемное соединение полиэтиленовой трубы с чугунной канализационной: 1 - полиэтиленовая труба, 2 - цементный раствор. 3 - уплот-нительное резиновое кольцо, 4 - чугунная труба
К разъемным относятся и фланцевые соединения. Они бывают трех видов. К первому виду относят соединения со свободными фланцами. Для этого на концах труб формируют утолщения в виде раструбов или буртов. После возникновения раструба или бурта с одной стороны трубы на нес надевается пара фланцев и формируются утолщения с другой стороны трубы. Так поступают с каждой трубой в «нитке». При сборке между фланцами укладывается мягкая резиновая прокладка с отверстиями и фланцы стягиваются болтами. Затяжку гаек производят равномерно и накрест (рис.5,а).
У второго вида фланцы из винипласта приваривают к винипластовым трубам (рис.5,6). Важно при этом соблюсти строгую перпендикулярность плоскости, в которой находится фланец, к оси трубы или фитинга. Не забывайте и о соосности. Резиновая прокладка не всегда компенсирует значительные перекосы еще и потому, что крепкая затяжка гаек противопоказана, так как вызывает разрушение сварки.
Минимальную длину каждого болта выбирают так, чтобы после стяжки фланцев он выступал из-под гайки на 6...12 мм. Внутренний диаметр резиновой прокладки вырезают с превышением внутреннего диаметра трубы на 3...6 мм. Наружный диаметр прокладки ограничивают болты. Достаточность затяжки гаек определяют по утоньшению резиновой прокладки. Оно лежит в интервале 10...25%. Конфигурация бурта приведена на рис.5,а, а размеры - в таблице 5, для свободных фланцев - на рис.5,в и в таблице 6.
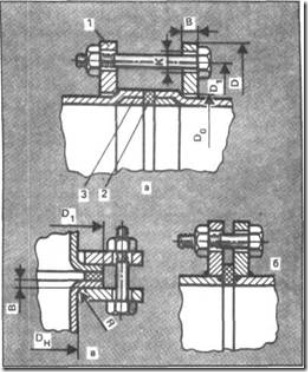
Рис. 5. Разъемные фланцевые соединения пластмассовых труб: а - накидные фланцы, задерживаемые отбортовкой концов труб; б - винипла-стовые фланцы, приваренные к винипластовым трубам, в - накидные фланцы, задерживаемые раструбами труб, 1 - фланец, 2 - резиновая прокладка, 3 - обрезок пластмассовой трубы, оставшийся от формовки.
Таблица 5. Размеры буртов, мм

Таблица 6. Размеры свободных фланцев для прямых утолщенных буртов, мм

Примечания: 1. В знаменателе даны наружные диаметры фланцев для напорных трубопроводов. 2. Не указанные внутренне диаметры DO берут на несколько миллиметров больше наружного диаметра трубы.
В таблицах 5,6 не случайно приведены трубы крупных диаметров и соединения к ним. Эти трубы применимы, скажем, для устройства сточной трубы люфт-клозета, полиэтиленовые - для водонапорного бака и.т.п.
К третьему виду разъемного фланцевого соединения относят такое, в котором устанавливается металлическая промежуточная двуконусная втулка (рис.6). Эта втулка и соответствующие конические выточки на фланцах производят отбортовку стыкуемых пластмассовых труб. Для качественного уплотнения на втулку, до зажатия, можно натянуть плоское резиновое кольцо, отрезанное, предположим, от подходящей автомобильной камеры. К этому виду относится и разъемное фланцевое соединение, как бы промежуточной одноконусной втулкой. Его используют (рис.7), когда необходимо совместить пластмассовую трубу с фланцевой запорной арматурой, например, типа задвижки. Когда стыкуемая труба металлическая, да еще с фланцем, к этому фланцу приваривается одноконусная втулка. Второй фланец обычно до затяжки свободно вращается на пластмассовой трубе. Уплотнение станет надежнее, если между втулкой и трубой уложить резиновую прокладку, а в отверстии под трубу на фланце снять крупную фаску, скажем, 8*45° или на токарном станке проточить конус.
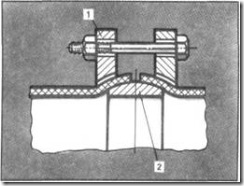
Рис.6. Разъемное соединение полиэтиленовых труб: 1 - фланец прижимной с внутренней конической частью, 2 - двухконусная металлическая втулка
Резьбовые соединения широко применяются для пластмассовых труб. Их формуют в горячем состоянии. Применяют резьбы трубные цилиндрические (ГОСТ 6357-81), упорные усиленные 45° (ГОСТ 13535-68), круглые (СТ СЭВ 3293-81) и др.
Для пластмассовых напорных труб максимальный диаметр резьбы G-1/2.-A. То есть трубы имеют средний наружный диаметр 25 мм. К этим трубам выпускается и стандартное соединение. Оно состоит из полиэтиленовой (ПНП) трубки и двух накидных гаек из пластмассы или латуни (рис.8). Гибкая подводка позволяет соединить не соосно расположенные трубы как пластмассовые, так и стальные. Ее обычно устанавливают в благоустроенных туалетах между смывным бачком и подводящей воду трубой.
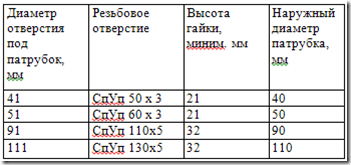
Среди множества фитингов, выпускаемых для полиэтиленовых канализационных труб, имеются с резьбовыми раструбами и с буртами под резьбовую накидную гайку (таблицы 7 и 8) (рис.9).

Рис.7 Разъемное соединение полиэтиленовой трубы со стальной: 1 - стальная труба, 2 - фла нец с наружной конусной частью, 3 - фланец прижимной с внутренней конусной частью, 4 -пластмассовая труба

Рис. 8. Гибкая подводка к пластмассовым и стальным трубам с резьбой 1/2В: 1 - накидная гайка, 2 - полиэтиленовая трубка, 3 - резиновая прокладка
При соосном соединении безнапорных пластмассовых труб и труб из других материалов возможны два варианта. Первый, когда наружные диаметры труб одинаковы, второй - разные. Если одна из труб чугунная, то в ее раструб вдвигается пластмассовая одним (двумя) резиновыми кольцами (рис.4). Кольцевой зазор окончательно замазывается цементной смесью. Резиновые кольца можно заменить смоляной прядью, которую плот-но зачеканивают. Можно попытаться самому соединить в кольцо нужного диаметра, например, резиновые шины детских колясок, резиновые шланги или уплотнения для дверок холодильников и т.п.

Рис. 9. Разъемное соединение пластмассовых труб: 1 - труба с резьбой по раструбу, 2 - резиновая прокладка, 3 - пластмассовая накидная гайка, 4 - трубка с бутиком и центрирующим концом
Для стыковки пластмассовой и асбоцементной трубы (второй вариант) применяют соединительную муфту (рис.10). Здесь применяют также переходные патрубки и бурты (рис. 1).

Рис. 10. Соединение пластмассовой и асбестоце-ментной трубы: 1 - пластина, 2 - пластмассовая труба, 3 - асбестоцементная труба, 4 - резиновая прокладка! 5 - хомут
Очень важно так подготовить ложе под трубы, чтобы не допустить нарушения их соосности в процессе эксплуатации. Это условие решающее и для соединения труб разного диаметра, то есть для второго варианта. Резиновые кольца еще допускают малый отход от соосности труб, а вот цемент начнет выкрошиваться и как результат - течь. Поэтому на крупных стройках раструбы заделывают герметиком УТ-37А.
Таблица 7. Наружная резьба раструбов, по ГОСТ 22689.2-89, мм
Неразъемные соединения труб
К ним относится сварка для труб из ПВД, ПНД, ПП, ПВХ и склейка для ПВХ. К трубам из первых трех видов пластмасс применяют для соединения встык контактную сварку. Она надежно скрепляет трубы с толщиной стенки не менее 4 мм. В раструб соединяются трубы любой толщины.
Перед сваркой встык торцы труб зачищают напильником и соосно располагают, закрепляя любым способом. Между торцами труб вводят нагревательное приспособление 4 (рис.11). Его температуру доводят приблизительно до 200°С. При сплавлении торцов приспособление вынимают и трубы стыкуют под давлением Это давление не должно ослабевать до застывания шва.
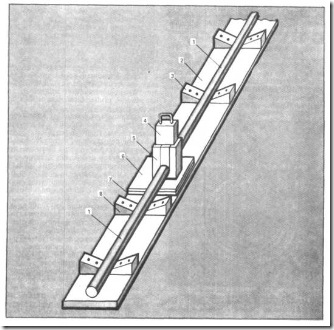
Рис.11. Устройство для сварки встык пластмассовых труб: 1 - труба, 2 - деревянная доска, 3 - гвоздь, 4 - нагревательное приспособление, 5 - металлические направляющие, 6 - металлический лист, 7 - асбестовый картон, 8 - деревянная направляющая
Нагревательным приспособлением служит диск с вмонтированной в цего нихро-мовой спиралью. Поддерживает нужную температуру терморегулятор. Приспособление может заменить крупная металлическая шайба. Ее нагревают в пламени костра, горна, топке печи, духовке газовой плиты и т.п. Главное условие - равномерный нагрев, это обеспечит одинаковое оплавление торцов и качественное соединение.
Таблица 8. Гайки накидные по ГОСТ 22689. 2-89
Проверить температуру шайбы несложно. Отрезанным кусочком трубы проведите по нагретой шайбе. Если черта испарится в течение 5...8 с, температура для сварки нормальная.
Прочнее шов при сварке в раструб. Для создания раструба на токарном станке вытачивается металлическая справка (рис.12) по размерам диаметров стыкуемых труб. Поверхность оправки отполируйте еще на станке. Диаметр ее формующей части 3 равен внешнему диаметру трубы.
Перед формовкой конец трубы нагревают до температуры 130...140°С. Для этого применяют ванны с жидкой средой, например с глицерином, или печи с нагревом воздуха.
В домашних условиях это можно осуществить в духовке газовой или электрической плиты. Подготовьте лист кровельной стали по размерам несколько больше габаритов дверцы плиты. В листе прорежьте круглое отверстие, которое было бы больше наружного диаметра трубы на толщину листа асбеста.
Асбестом прикройте одну из сторон стального листа. В асбесте прорежьте отверстие, равное имеющемуся в стальном листе.
Нагрейте духовку до 150°С. Откройте дверцу и на нее обоприте дверцу из стали и асбеста. В отверстие дверцы просуньте конец трубы, обернутый асбестом. Длина нагреваемого участка трубы (не обернутого асбестом) должна превосходить нужную длину раструба на 20...30%. Время размягчения трубы подберите опытным путем. Помните, что теплопроводность пластмассы очень низка и что трубу следует медленно вращать.
Для нагрева концов труб можно воспользоваться самодельным электронагревателем. Из нихромовой или никилиновой проволоки намотайте спираль с диаметром витков в 6...12 мм. В зависимости от материала и диаметра проволоки рассчитайте ее длину.
На асбоцементную трубу с внутренним диаметром на 18...35 мм большим, чем наружный диаметр пластмассовой трубы, намотайте спираль. Установите ее на металлические подставки.
Пластмассовую трубу грейте внутри асбоцементной. Для этого пластмассовые трубы должны лежать на регулируемых опорах.
Асбоцементную трубу можно заменить металлической, обернутой несколькими слоями асбестового картона. Время размягчения конца пластмассовой трубы подберите опытным путем.
В таком электронагревателе можно греть сразу два конца разных пластмассовых труб.
После размягчения конца трубу располагают так, чтобы удобно было ввести оправку (рис.12) до опорного пояска. Вынимают оправку после полного охлаждения.
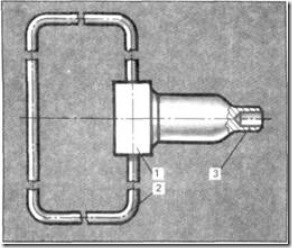
Рис. 12. Металлическая оправка для образования раструба в пластмассовой трубе: 1 - корпус, 2 - рукоятка, 3 - направляющая и формующая часть
Для надежного соединения сваркой труб, имеющих на одном конце раструб, необходимо соблюдение некоторых условий, как и при сварке труб встык. Доиол-нительное требование состоит в том, что труба еще до подогрева должна плотно входить в раструб. Само приспособление для нагрева 4 (рис.13) обладает выступом, называемым дорном, и впадиной - гильзой. Приспособление должно свободно, но без значительного качания входить в трубы. Его можно подогреть паяльной лампой, газовой горелкой духовки плиты и.т.п. До нагрева на конец без раструба надевают ограничитель. В качестве последнего применяют струбцину или туго обматывают трубу металлической проволокой. Ограничитель не дает торцу трубы упереться в дно гильзы, так как это вызывает заплавление части отверстия.
Нагретое приспособление быстро переносят к трубам и дорн вдвигают в раструб, а трубу - в гильзу. Когда на трубах, у торцов дорна и гильзы, возьикает кольцевой оплавленный выступ, раздвигают трубы. Вынимают приспособление и мгновенно заводят трубу в раструб до упора. С этого момента соединение не двигают до полного охлаждения. Вот когда важны соосность и недвижность опор.
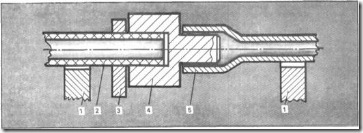
Рис.13. Устройство для сварки в раструб пластмассовых труб: 1 - основание центрирующее трубу; 2 - труба с оплавленным концом, 3 - ограничитель, 4 - нагревательное приспособление, 5 - оправляемый внутри раструб трубы
Приспособление вытачивают на токарном станке в соответствии с размерами стыкуемых труб. Чем фундаментальнее по толщине и диаметру перемычка между дорном и гильзой, тем приспособление дольше держит тепло. Из металлов для приспособления выбирают чугун, бронзу, латунь. Вовремя снимают окалину. Все это повлияет на прочность сварки.
Вместо раструба используют отрезок трубы с подходящим внутренним диаметром (материал у труб одинаков). Надевают отрезок на месте соединения труб так, чтобы перекрытие составляло не менее 3/4 или целого диаметра трубы. Дальше ставят два ограничителя. Один будет препятствовать сдвигу отрезка, который правильнее назвать муфтой, второй - ограничивать движение трубы. Приваривают трубу к муфте - получают раструб. Затем действуют по ранее изложенной методике.
Промышленность выпускает электромуфты, в которые вмонтированы электроспирали. Подключают выводы такой муфты к источнику тока. Нагрев завершается оплавлением и схватыванием муфты и трубы после отключения тока. Спираль остается в муфте.
Трубы из ПВХ свариваются намного хуже труб из ПВП и ПНП. Поэтому для соединения труб из ПВХ встык уже недостаточно только оплавления торцов необходимо применить присадочный материал.
На торцах труб, имеющих толщину не менее 3...5 мм, снимают фаску. Между соосно устан ленными и сближенными торцами добиваются зазора не более 1 мм. Кольцевую канавку оукщают и обезжиривают. В нее вкладывают кольцо из присадочного прутка. Сварку ведут с помощью газовых или электрических приспособлений, дающих горячий воздух, именно им и осуществляется сварка.
Электрическое приспособление напоминает электропаяльник. После пуска воздуха включают питание электроспирали. Воздух нагревается до 200...260°С. Температуру проверяют термометром или кусочком пластмассы, положенным на расстоянии приблизительно 10 мм от сопла. Через несколько секунд на пластмассе должно возникнуть пятно, гладкая поверхность немного вздуется. Температуру воздуха регулируют подачей воздуха из компрессора. Попадание мелких капель масла из компрессора на нагреваемые поверхности ухудшит прочность шва. Чтобы исключить это, ставят масляный фильтр.
Специальная газовая горелка для сварки пластмасс представляет собой змеевик, через который пропускают воздух и который подогревается газом.
Применяют и обычные горелки, питаемые от газовых баллонов, используемых в быту. Используя их, стараются пламенем не касаться пластмассы, а если она вспыхнет и зачадит, накладывают мокрую тряпку.
При сварке горячий воздух или пламя направляется то на присадочный материал, то на канавку. Как только наступит размягчение, «вмазывают» посадочный пруток в канавку. И сразу пристыковывают вторую трубу.
Трубы из ПВХ прекрасно склеиваются. Соединение прочнее сварочного. Для склеивания используют фитинги из ПВХ или раструбы.
Есть еще упрощенная методика формования раструба. На конце одной из труб снимите наружную фаску. Другой конец, уже стыкуемой трубы, разогрейте и надвиньте на первый. После охлаждения трубы расстыкуйте.
Эта методика применима и когда формуют раструб под фланцевое соединение труб из ПВХ (рис.5,а).
Перед склеиванием наружную поверхность трубы у конца и внутреннюю поверхность раструба обрабатывают шлифовальной шкуркой. Появившуюся шероховатость очищают волосяной щеткой и обезжиривают. Трубу вдвигают в раструб. Если труба качается, то применяется клей ГИПК-127. Он состоит из поливи-нилхлоридной смолы, оксида кремния и растворителя ПВХ - тетрагидрофура-на. По консистенции этот состав должен напоминать канцелярский клей. Клей ГИПК-127 наносят волосяной щеткой тонким слоем на 2/3 глубины раструба и на конец трубы. Первый слой сушат до тех пор, пока он перестанет прилипать к пальцу. Наносят второй слой. После его подсыхания трубу вводят в раструб и все оставляют застывать на сутки.
Для труб с наружным диаметром до 90 мм при минимальном зазоре применяют клей из перхлорвиниловой смолы (14... 16%) и метиленхлорида (86...84%). Для труб диаметром свыше 90 мм используют клей из перхлорвиниловой смолы (14... 16%), метиленхлорида (76...72%), циклогексана (10...12%). Этот же состав годен для труб любого диаметра, когда температура превышает 20°С.
Клеевое соединение делают и с помощью надвижной муфты или подходящего отрезка трубы из того же материала. Возможны два варианта. Первый, когда промазывают концы труб и внутреннюю поверхность муфты или отрезка, второй, когда муфта или отрезок нагреваются без промазки и надвигаются на покрытые клеем концы труб.
Готовя клей, учтите, что растворители перхлорвиниловой смолы бывают слабыми (метиленхлорид, дихлорэтан, трихлорэтан, ацетон) и сильными (тстрагидрофуран, циклогексанон). При клее на слабых растворителях для выборки зазора трубы можно калибровать в специально выточенной гильзе. Концы труб из ПВХ нагревают до 11.0...130°С и вводят в гильзу, которую для убыстрения операции охлаждают струей воды или мокрой тряпицей.
Трубы, соединенные клеем, готовы для монтажа через сутки.
Изгиб труб
Изгиб труб производят на тех же приспособлениях, что и для стальных труб. При отношении толщины стенки к среднему наружному диаметру более 1:10 и радиусе гнутья по оси не менее 4...5 наружных диаметров трубы разрешается гнуть без наполнителя, разогрев обязателен.
Изгиб вызывает сминание стенок трубы. Возникающие гофры вызывают сопротивление протекающей жидкости, и в них накапливается мусор, который несет с собой вода. Изгиб с наполнителем устраняет появление гофров. Наполни!ель обычно заменяют резиновым шлангом, подобранным так, чтобы он плотно входил в трубу. Чтобы шланг легче двигался по трубе, его смачивают водой или жидким жиром. Шланг набивают песком. Концы шланга с песком завязывают или сдавливают струбциной. Во время гибки трубы нельзя находиться против концов шланга.
Прогрев места изгиба осуществляют специальными газовыми или электрогорелками. При их отсутствии пользуются нормальной горелкой с открытым пламенем, постоянно перемещая горелку вдоль нагревательного участка и не касаясь огнем его поверхности.
Размягчение материала наступает уже при 120...130°С. Трубу из ПВХ сгибают и фиксируют закругление, охлаждая его водой. Полиэтиленовые и полипропиленовые трубы охлаждают на открытом воздухе.
Механическая обработка
Трубы перерезают ножовкой или дисковой пилкой толщиной в 2..3 мм, шагом зубьев - 3...4 мм и разводкой зубьев 0,5...0,6 мм на сторону. Трубы из ПВХ режут при частоте вращения 600...800 об/мин (диаметр диска 250...350 мм), из ПВП, ПНП и ПП - 1800...2200 об/мин (диаметр диска 350...500 мм).
Отверстия в трубах сверлят с помощью дрели или сверлильного станка. Пригодны сверла по металлу и дереву. Учитывая округлую поверхность руба, до начала сверления «накерните» трубу горячим гвоздем. При сверлении на станке подачу ведут вручную, медленно, осторожно.
Обработку труб из ПВХ желательно производить при температуре +17...+22°С. Меньшие температуры вызовут образование трещин, большие - сплющивание. У полиэтиленовых труб разброс рабочих температур лежит в интервале от -10до+40°С.
Укладка наружной сети водопррвода из полиэтиленовых труб
К индивидуальному дому можно осуществить-прокладку водопровода трубами диаметром 20 или 25 мм. Глубина заложения располагается ниже границы промерзания грунта. Но в любых климатических зонах эта глубина должна превышать 1 м, если трубы не прикрывают бетонными блоками, кирпичом и т.п.
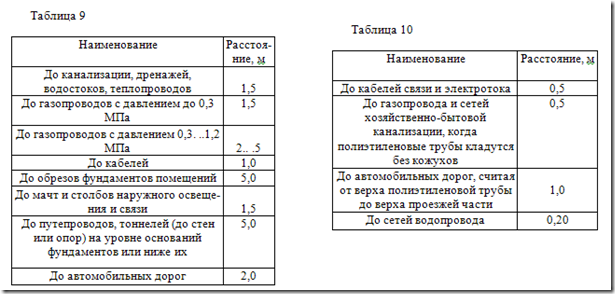
Минимальные расстояния полиэтиленовых труб в горизонтальной плоско-
сти от других подземных сетей и наземных коммуникаций указаны в таблице 9.
В вертикальной плоскости минимальные расстояния полиэтиленовых труб до пересекающих коммуникаций указаны в таблице 10.
Роя траншею, грунт выбрасывают в одну сторону, на другой стороне траншеи укладывают трубы. Дно траншеи выравнивают. Если грунт скальный, насыпают песок слоем толщиной 8...25 см. Когда расстояние от верха трубы до поверхности почвы менее 1 м (из-за сложного рельефа или других причин), зауживают траншею и особенно ее дно до минимальных размеров. Уклон трубопровода в направлении наинизшей точки выдерживают в пределах 0,003...0,005.
Готовый трубопровод перед засыпкой обязательно спрессовывают, и делают это в холодное время суток.
Крепление пластмассовых труб
Конструктивно элементы крепления такие же, как для стальных и чугунных труб. Но есть специфика, которая обусловлена слабой механической прочностью пластмассовых труб. Рядом с ними не допускаются электро- и газосварочные работы. На трубы не должны попадать неорганические масла и растворители.

Рис.14. Крепление пластмассовых труб и арматуры; а - вентиля, 6 - фланцевых соединений, в - полиэтиленовые скобы, д - скоба, приклеиваемая к трубе, е, ж - прижимные металлические скобы, з - подвижная опора
Металлические крепления не должны иметь заусенцев и острых углов. Между таким креплением и трубой обязательно помещают резиновые или войлочные прокладки, которые приклеивают клеем БФ-2, «Момент», эпоксидным или привязывают к трубе шпагатом. Для этих целей из ПВД делают специальную прокладочную ленту шириной 27 мм и толщиной в 1,5 мм с окантовкой в 2,5 мм.
Неподвижные крепления (рис.14) компенсируют в стояках вертикальные нагрузки. Крепления ставят под раструбы или приклеивают трубу непосредственно к хомутам. В стояках крепления располагают через 1...1.5 м. Чем больше диаметр трубы, тем чаще крепления.
Из полиэтилена можно самостоятельно изготовить крепежные скобы (рис. 14).
Через межэтажные перекрытия, стены, фундаменты трубы предпочтительно проводить в металлических гильзах так, чтобы края гильз не повредили стенки труб. Для этого у краев гильзы под трубу подкладывают толстостенную (не микропористую) резину. Зазоры между трубой и гильзой зачеканивают. Гильза не должна тормозить перемещение трубы, поэтому ее внутренний диаметр должен превышать наружный диаметр трубы на 10...20 мм. Сами гильзы делают из металлических труб, выбирая такую длину, чтобы гильза на 15...30 мм выходила за пределы стены, пола и т.п.
Подвижные опоры чаще применяются для горизонтально или наклонно проведенных труб. Эти опоры не препятствуют температурным удлинениям труб. Подвеска (рис. 14,з) - самая удачная конструкция таких опор.
Когда пластмассовые и металлические трубопроводы пересекаются в одной плоскости (см.табл.9), то огибающую петлю делают на металлическом трубопроводе.
Трубопроводы горячего водоснабжения, отопления, дымоходы вблизи пластмассовых труб (при сокращении минимального расстояния) изолируют асбестом или другими не горючими материалами, обладающими низкой теплопроводностью. Пластмассовые трубопроводы монтируют всегда в самом низу вертикальной плоскости, в которой находятся еще и другие горячие трубопроводы.
Запорная арматура (вентили, смесители, краны) не должна висеть на пластмассовых трубах. Их закрепляют на кронштейнах (рис.14,а,б).