Для того чтобы электросварка с использованием инвертора дала желаемый результат, и полученный сварной шов обладал высокой надежностью и прочностью, необходимо правильно подбирать электроды для инверторной сварки. Запутаться в огромном разнообразии подобных изделий, представленных на современном рынке, очень просто.
Различаются они материалом изготовления, своим типом, диаметром, составом покрытия, а также рядом других значимых характеристик. Какие электроды можно использовать для сварки инвертором, а также о том, как их правильно выбрать, мы и хотим поговорить в данной статье.
Критерии выбора электродов
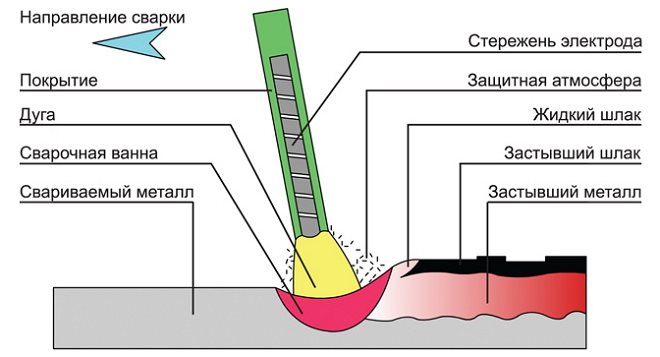
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории - неплавящиеся - применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются разных типов. Так, к примеру:
- для соединения изделий, выполненных из , выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла - ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки - ОЗЧ-2 (ГОСТ 9466-75).

На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 - универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с (их часто называют );
- те, с помощью которых выполняют , а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются - основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип - электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус - к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.

Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм - ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм - ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Электроды зарубежных производителей
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
- ОК 46.00. По характеристикам они очень похожи на отечественные изделия МР-3. Ими с применением инвертора можно варить углеродистые, низколегированные стали, используя постоянный, а также переменный ток. При их использовании обеспечивается высокое качество получаемого соединения.
- ОК 48.00. Работать ими можно исключительно на постоянном токе, их используют для монтажа особо ответственных конструкций.
- ОК 53.70. Относятся к специализированному типу, с их помощью выполняют сварку корневых проходов, соединения стыков труб.
- ОК 61.30 и 63.20. Их используют для сварки инвертором деталей из нержавеющей стали, но перед их приобретением важно уточнить, подойдут ли они для работы с интересующей вас маркой металла.
- ОК 68.81. При помощи изделий данной марки выполняют сварку инвертором деталей из неопределенных марок сталей, а также из трудносвариваемых марок.
- ОК 96.20. Ими работают по чугуну, а также соединяют чугунные детали со стальными.
- ОК 92.60. Предназначены для сварки изделий из алюминия, его сплавов с использованием инвертора.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
Многие новички в электросварке задаются этим вопросом и полагают, что для инверторов есть какие-то специальные электроды, которые отличаются от электродов для трансформаторных сварочных аппаратов. Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.
Сварочные аппараты
Для сравнения возьмём 2 сварочных аппарата: инверторный и трансформаторный. Какие у них настройки, режимы и функциональные возможности?
Сварочный ток регулируется у обоих. У них могут быть разные диапазоны регулировок, но обычно эти дапазоны довольно большие. Т.е., по этому параметру разницы нет.
По роду тока – переменный или постоянный – есть варианты. Трансформаторные сварочники в простейшем своём варианте дают переменный ток, но есть модели с выпрямителем – такие аппараты могут давать и постоянный. Инверторы же наоборот – каждый даёт постоянный ток, но есть модели, которые дают переменный тоже.
Значит ли это, что какие-то электроды лучше подходят к какому-то определенному типу сварочников? На самом деле, на пачке с электродами указывается род тока, для которого они предназначены. Если у вашего сварочного аппарата есть режим с нужным для данных электродов родом тока, то совершенно не важно, инверторный он у вас или трансформаторный.
Далее рассмотрим . При переменном токе такого параметра вообще нет, а при постоянном – обычно нужная полярность устанавливается простым подключение сварочных проводов к нужным разъёмам. Полярность также пишется на упаковке с электродами, и нужно просто правильно её установить.
Ещё инверторы отличаются набором различных функций, которых нет у трансформаторных устройств. Например, это функции «hot start», «anti-sticking», импульсный режим и прочие дополнительные возможности. Но эти функции лишь помогаюn сварщикам, особенно начинающим, но с выбором электродов это никак не связано.
Так, какие электроды лучше для инвертора?
Получается, что все электроды одинаково подходят для сварочных трансформаторов и инверторов? В общем, да!
И предвижу, что кто-то обязательно начнёт вспоминать, как у него одними и теми же электродами лучше варилось на устройстве одного типа и хуже на аппарате другого типа. В чём же дело?
А дело в том, что всё зависит от конкретного сварочника! Не от типа и его конструкции, а от конкретной модели. Бывали случаи, когда модели, рядом стоявшие на конвейере, варят по-разному. Не сильно, но всё же по-разному. Это происходит потому, что у всех комплектующих характеристики не абсолютно те, которые заявлены, а с некоторым разбросом. Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
На самом же деле, большое значение имеет не тип сварочного аппарата, а то, насколько электроды соответствую металлу, который ими варят — это один из ключевых условий выполнения качественного сварного шва. Также важны и другие условия сварки, поэтому, вопрос «какие электроды лучше для инвертора » правильней будет заменить на вопрос «какие электроды лучше в данной ситуации». И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Тем не менее, если вы задаётесь таким вопросом, то скорее всего, вы начинающий сварщик и хотите узнать, какие электроды лучше для начала практики в электросварке. В таком случае, могу порекомендовать электроды типа Э46 — к ним относятся многие марки, в частности, МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться варить электросваркой с этих марок или их аналогов.
Пример сварки инвертором электродами МР-3С
Инверторы значительно расширили возможности сварщика. Такие аппараты, в зависимости от функций, могут варить различные марки сталей и нержавейку, а также практически любой цветной металл. Но такой универсализм возможен только с использованием дополнительных материалов, в том числе и расходников.
Какие электроды выбрать для сварки инвертором в различных режимах и что нужно учитывать, подбирая те или иные расходные материалы для работы с таким оборудованием? Обо всем вы узнаете далее в нашей статье.
Эти материалы принято делить на два основных типа: плавящиеся и неплавящиеся.
Первый вариант используется для большинства видов сварочных работ по соединению различных марок стали и некоторых цветных металлов и сплавов. Их принцип состоит в расплавлении стержня и обмазки вместе с материалом деталей во время сварки, чем и обеспечивается скрепление их между собой.
Неплавящийся тип электрода применяют при работе с аргонодуговым сварочным аппаратом. Основная задача такого стержня - направить дугу на металл и, путем плавки, сформировать соединение. Весь процесс при этом происходит, как правило, в защитной атмосфере из газа.
В свою очередь эти два основных типа расходников имеют большую классификацию, которая диктуется их назначением.
Подбор электродов нужного диаметра
Плавящиеся стержни для сварки инвертором нужно выбирать соответствующего диаметра, в зависимости от толщины свариваемого металла. Конечно, при небольших объемах работ и создания неответственных конструкций, можно использовать различные номера электродов для инвертора. Потребуется только подобрать соответствующие настройки прибора (например, снизит силу тока). Но, в большинстве случаев, лучше всего выбрать нужный диаметр. Как это сделать?
Приблизительные параметры подборки диаметра электрода к толщине металла можно посмотреть в таблицах в интернете.
Электроды с номерами от шести и выше в большинстве случаев потребуют более высокой мощности, которую обычные бытовые инверторы, как правило, не обеспечивают.
В среднем максимальная сила тока распространенных сварочных аппаратов инверторного типа находиться в пределах 220-250 Ампер.
Зачем подбирать стержень по диаметру? Главное в сварочном соединении - обеспечить качественный шов. Он зависит от степени проварки (то есть насколько глубоко и широко расплавился металл заготовок).
Малые диаметры расходников не смогут обеспечить достаточное количество расплавленного металла, а слишком толстые могут попросту прожечь заготовку.
Также слишком тонкие стержни не добавят в шов достаточное количество присадок, необходимых для образования прочного соединения, а их избыток, наоборот, может привести к нарушению химического состава и, как следствие, структуры крепления.
Однако, кроме диаметра, нужно подобрать расходник соответствующий свариваемому металлу.
Виды электродов по назначению
Электроды для сварочных работ инвертором выбирают в зависимости от материала, с которым приходится работать. Поэтому производятся расходники со своими назначениями. Какие электроды лучше для инвертора при работе с разными материалами?
- Электроды для сварки стали с углеродистым и нелегированным составом.
- Расходники для сварочных работ по термостойкой стали.
- Для сварки стали с легирующими добавками (подходят для нержавейки).
- Алюминиевые расходники для «крылатого» металла и сплавов с различным составом.
- Для сваривания меди и ее производных.
- Сварочные стержни для сварки по чугуну.
- Специальные расходники для ремонта и наплавки (используют для заварки трещин и прочих дефектов).
- Электроды предназначенные варить трудносвариваемые и неопределенные марки стали.
Отличаются такие расходники по металлу стержня и его составу, а также с различной обмазкой.
При электродуговой сварке инвертором стоит внимательно подходит к выбору электрода. Нельзя или медь расходниками, которые «специализируются» на стальных конструкциях. Это не даст положительного результата, а изделие будет испорчено.
Обмазки (покрытия) в свою очередь делятся на несколько классов.
- Основного.
- Рутилового.
- Целлюлозного.
- Кислого.
Разница в использовании их при различных режимах инвертора.
Электроды основного и целлюлозного класса обмазки выбирают при работе в режиме постоянного тока (пример - ). Рутиловые расходники применяют как при постоянном, так и обратном токе. Они отлично поджигаются и имеют низкую степень разбрызгивания в процессе варки. Кислые обмазки, как и рутиловые, используются при работе с инверторным аппаратом с низким напряжением холостого хода.
Выбирая электроды в зависимости от покрытия также нужно руководствоваться маркой и видом металла.
Следует знать, что выбирая электроды для работы инвертором, нужно обращать внимание на их покрытие. Обмазка должна быть сухой, без следов сырости и плесени, а также целой.
Сварочные расходные материалы очень чувствительны к влажности. Их продают в герметичных упаковках, после раскрытия, которой они быстро отсыревают (в период 8-24 часов). Для их сушки используют метод прокалывания. Если использовать сырые электроды для сварки, то они будут прилипать к поверхности. Что значительно затруднит зажигание дуги и нормальный сварочный процесс.
Популярные марки
Если с назначением и классификацией основных типов расходников все понятно, то какими электродами лучше варить инвертором, учитывая, что сегодня в предложении сотни различных их марок и производителей? И как определить требуемые стержни по маркировкам?
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием следующий.
- Постоянный ток.
- Обратная полярность (кабель держателя ставят на плюс, а массу - на минус).
- Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых - аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
МР-3
Это электроды с рутиловыми обмазками. Как было сказано выше, они подходят для инверторов как с переменным, так и постоянным током. Применяются при сваривании углеродистой и низколегированной стали. Преимуществом таких электродов является стабильность дуги даже при недостаточных настройках инвертора. Также, в отличие от предыдущей марки, эти расходники прекрасно варят металл неподготовленным. Ржавчина или влага не помешают создать качественный шов.
Режим инвертора при работе с МР-3 выставляют на обратную полярность.
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов.
При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс).
В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для . Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества.
Ими осуществляют как горизонтальные, так и вертикальные виды соединений.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
АНО 21
Эти электроды выбирают для сваривания инвертором тонкостенных конструкций из углеродистой стали. Подходят для варки труб или профиля. Настройки могут быть любой полярности, с переменным или постоянным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование.
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
- ОК 46.00 - это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали.
- ОК 48.00 - используют для сваривания важных и несущих конструкций на постоянном токе.
- ОК 61.30 и ОК 63.20 - применяются для сваривания различных типов нержавеющей стали.
- ОК 92.60 - марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями.
- ОК 96.20 - аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
А какие электроды используете Вы при работе с инверторным аппаратом? Поделитесь своим опытом по выбору расходников в блоке обсуждения к этой статье, Ваш опыт и мнение не заменит ни один теоретический материал.
Обзор лучших электродов для ручной сварки углеродистых и коррозионно-стойких сталей составлен при использовании публикаций журналов «Сварка и диагностика», «Металлургический бюллетень» и других специализированных источников. В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств - от легкости розжига до качества шва - является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе - рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным - можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали - это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Инструкция
Разберитесь в устройстве электрода. Он состоит из высококачественной сварочной проволоки и покрытия в виде обмазки из смеси разных порошков. Покрытие крепится к основе клейкой массой. Электроды для выполнения специальных видов сварки могут и не иметь покрытия. Всего известно несколько сотен разновидностей электродов, что позволяет удовлетворить практически любые потребности, возникающие при сварке, включая работу со сталью, цветными металлами и сложными сплавами.
Выбирайте электроды, ориентируясь на предстоящий вид сварочных работ. Например, для соединения низколегированных сталей и сплавов понадобятся нержавеющие электроды со смешанным покрытием.
Остановите выбор на электродах с рутиловым покрытием, если вам требуется сваривать детали, тронутые ржавчиной. Рутиловые электроды несколько дороже обычных, но при их использовании есть возможность снизить разбрызгивание металла, стабилизировать горение и увеличить прочность сварного шва. Шлак после работы подобными электродами очень легко удаляется.
Ильменитовые электроды используйте для повышения эластичности шва. Обработанный электродом с ильменитовым покрытием шов хорошо переносит перепады температуры окружающей среды. Недостаток таких электродов состоит в том, что они не слишком надежны при сваривании ржавых деталей.
Если вам необходимо соединить между собой цветные металлы, примените электроды, имеющие высокую температуру плавления. В состав такого электрода входит вольфрам и специальные присадки, имеющие высокую устойчивость к термическому воздействию.
Обращайте внимание на цветовую маркировку. Электроды с зеленой маркировкой подходят для сварки магния и алюминия. Синяя маркировка указывает на то, что электрод выполнен из вольфрама с добавлением оксида лантана. Чаще всего последний вид электродов используют для работы с медью или легированными сталями.
При выборе электродов поинтересуйтесь условиями, в которых их хранили. Дело в том, что электроды имеют определенный срок хранения. Если этот срок нарушен, электрод не сможет гарантировать высокое качество шва. Не следует приобретать сварочные электроды , которые хранились в условиях повышенной влажности. Крайне нежелательно покупать такие изделия с рук, поскольку срок годности в этом случае определить будет практически невозможно.
Трансформаторные аппараты давно ушли в прошлое. Теперь их заменяют сварочные инверторы. Они позволяют быстро и качественно сварить металлические детали и конструкции. Обычно инверторы применяются в качестве источников питания сварочных аппаратов при проведении дуговой сварки плавлением. Применение этого типа аппаратов славится тем, что, благодаря постоянной характеристике сварочного тока и его стабильности, достигается отличное качество шва, которое гарантирует прочное и надежное соединение металла.
Что же такое инверторная сварка? Собственно говоря, это процесс с использованием схемы, системы или некоего прибора, который создает переменное напряжение при подключении источника постоянного тока. Если выражаться конкретней, то подобный тип сварки представляет собой процесс работы с помощью инвертора, традиционно – это электродуговая ручная сварка.
Общая схема такой сварки состоит из сетевого фильтра, сетевого выпрямителя, преобразователя частоты, высокочастотного трансформатора, силового выпрямителя и системы управления.
Конечно, для осуществления сварки металла одного аппарата мало, нужны еще аксессуары – маска, держатели и, конечно же, электроды. Без них никакая работа невозможна. Электроды для инверторной сварки бывают трех видов – углеродистые, легированные и высоколегированные.
Главными преимуществами сварки инверторным аппаратом являются:
Легкий и быстрый поджиг, устойчивое горение дуги, хорошая эластичность;
- качественный сварочный шов;
- энергосбережение;
-высокий КПД;
- колебания напряжения питающей сети не оказывают влияния на параметры сварки;
- легкость и мобильность.
Конечно, инверторная сварка имеет и недостатки: используемые при работе аппараты, как и любая другая электроника, очень не любят воду, пыль и морозы. Поэтому хранить инверторную сварку нужно в сухом и достаточно теплом помещении. Также важно регулярно открывать корпус и продувать компоненты аппарата сжатым воздухом.
Видео по теме
Источники:
- электроды для инверторной сварки
Видео по теме