Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Чтобы включить этот тип фитингов, нам понадобятся сверла диаметром 20 мм и 5 мм. Используя квадрат, мы измеряем расстояние сверления точно от края материала. Мы сверля отверстием точно в отверстии сверла. Отверстие на краю материала просверливается таким образом, что оно частично открыто. Просверлите соединительный элемент в просверленные отверстия с помощью резиновой палочки. Таким образом, первая часть фурнитуры готова.
Во вторую пластину необходимо прикрепить шпильку. Вместо сверления мы точно сверляем сверление сверлом диаметром 5 мм. Поместите фитинги вместе и повернув крестовину в фитингах, плотно затяните пластину с помощью штифта к первой пластине. Поскольку старые конические шурупы в основном делали материалы на основе древесно-стружечной плиты, а скорее похожи на клин, который их разорвал, конструировались и изготавливались концы. Это соединение можно разбить несколько раз, не теряя своей силы.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
Свернутый деревянный винт имеет три разных диаметра и детали, что также является специальным буровым долотом для его предварительного сверления. Прикрутите головку болта через большее сверло или зенковку. Первая и самая узкая часть нити - это край связанного материала. Вторая, более широкая нить, которая заканчивается и образует головку болта, проходит через доску, которую мы будем притягивать к материалу. Третий, самый широкий - литой и воротник в конце. В то же время Подтверждение сохраняет это, чтобы оно не проникало в материал глубже, чем требуется.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
 Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра
сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра
сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
Приспособления для формирования резьбы в изделии
Винт можно легко привинтить с помощью шестигранного ключа. Некоторые Подтверждения также имеют крейцкопф, поэтому достаточно крестообразной отвертки. Работа с болтами происходит значительно быстрее с использованием подходящего удлинителя и использования беспроводной шуруповерта с регулируемым моментом затяжки.
Выбор сверл для нарезания
Подтверждения производятся по нескольким длинам и цветным металлическим конструкциям. Мы всегда выбираем толщину связанного материала. Не коническое тело большего диаметра с резкой и глубокой наружной резьбой, которая режется в материале после первого завинчивания его собственного пути, который действует как нить.
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
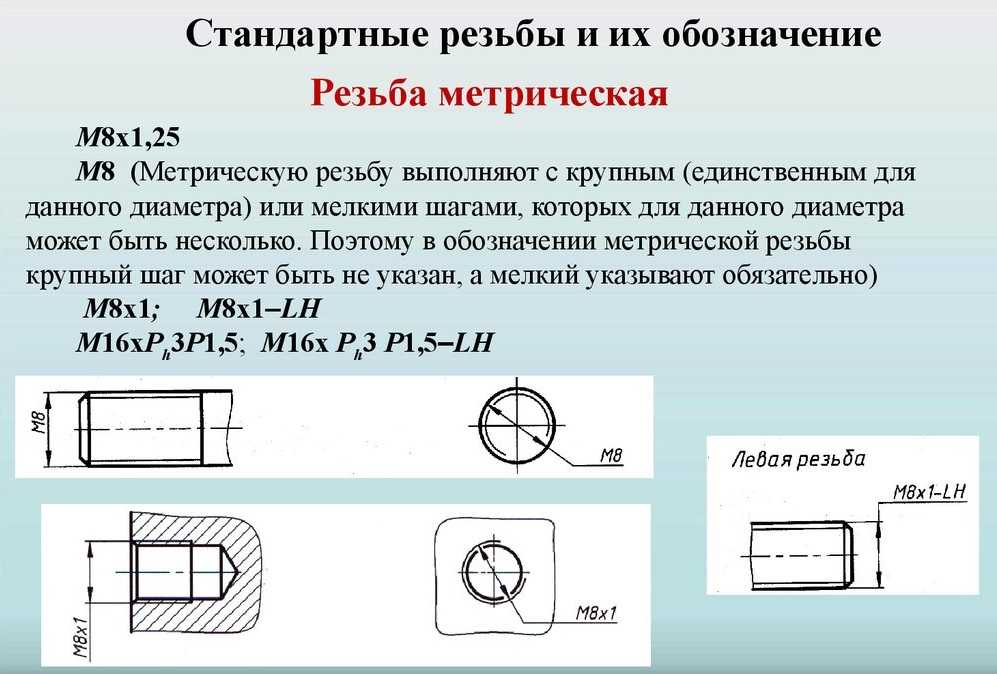
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1 , где:
Головка винта может быть размещена с использованием небольшого пластикового колпачка в цвете используемого материала, как в случае отвертки, так и внутри шины. Внутренние резьбы разрезаются кранами, внешняя резьба с круглыми резьбовыми отверстиями. Скорость мала из-за низкой скорости резания при разрезании резьбы и смазки маслом для нарезания резьбы, чтобы предотвратить вибрацию нити. Диаметр отверстия для желаемой внутренней резьбы можно найти в таблицах. Процедура состоит в том, чтобы просверлить отверстие, которое просверливается определенным диаметром сверла, и отверстие скручено коническим зенковением для лучшей качки крана.
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Вот несколько примеров диаметра отверстия для резьбы. При резке наружных резьб мы поворачиваем диаметр от 0, 1 до 0, 2 мм меньше для резьб М1-М20, 0, 3 мм для резьб М20-М30, чем номинальный диаметр резьбы. Для точных резьб используются маркировочные отметки для отверстий и валов. Для лучшей резьбы край сжимается до 45 °, а количество фаски зависит от размера резьбы. Для резьбы, например, установленные валы и отверстия снабжены выемками для разрезания нитки по всей длине, а также затягиванием гайки или болта до конца плеча.
Большие потоки должны быть повернуты ножом или просто сжимать и заканчивать краном или проушиной. Для больших диаметров резьбы также используются головки ножей. Зажим кранов и резьб на токарном станке и процедура резки. Использование ручного или машинного луча.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
Затяните кран в шпиндель и отрегулируйте головку ножа так, чтобы рычаг шпинделя опирался на области, где зажимные ножи были зажаты, чтобы предотвратить вращение шпинделя. Используя штифт задней бабки, нажмите маховик на переднюю кромку вала или отверстия. Как только нить захватывает луч, он начинает двигаться. Медленно перемещайте опору, чтобы удерживать шпиндель в области, где закреплены ножи. Мы выбираем небольшое количество поворотов и поочередно изменяем их вращение вправо и влево на чипы. При разрезании внутренней резьбы пистолетом, нажмите на резьбу на кране и измените скорость до того, как кран достигнет нижней части нити.
А по направлению движения своих направляющих они подразделяются на:
- левые;
- правые.
Если говорить о классификации по размерам , то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Процесс резания нити с пучком машины одинаковый, но луч зажимается в штифте задней бабки и распространяется на направляющую. Маховик для петли резьбы. Они имеют квадрат, в который вставлен квадратный стержень крана и конус Морзе для зажима в штифте задней бабки. Они используются только для зажима. Поместите кран на место во вращающееся отверстие в заготовке, которое начинает тянуть кран. Из-за крутящего момента из четырехугольника во вставке он напрягается, заставляя заднюю бабку вталкивать в отверстие.
Опять же, мы должны отметить глубину резьбы, чтобы крана не закрывалась при резке непроницаемой нити, и мы чередуем левое и правое вращение, чтобы ослабить чип, и нить не скользит. Бабка гусиное должна быть расширена почти весь путь, мы обращаем внимание на бабки столкнулись кабинет слайда. При разрезании сквозного отверстия кран начинается из вставки, компенсируя его, вытаскивая штырь задней бабки. В конце разреза мы поворачиваем на противоположную скорость, и краны начинают двигаться и перемещают лошадь назад.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам , а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Затяните кран в головку пера гайкой и головкой в шестерню задней бабки. Процедура резания такая же, как для квадратной вставки. Перовая головка в основном используется для обрезки нитей в падающие отверстия или при ее вытягивании до конца отверстия или при высоком сопротивлении крана начинает скакать и не плавиться.
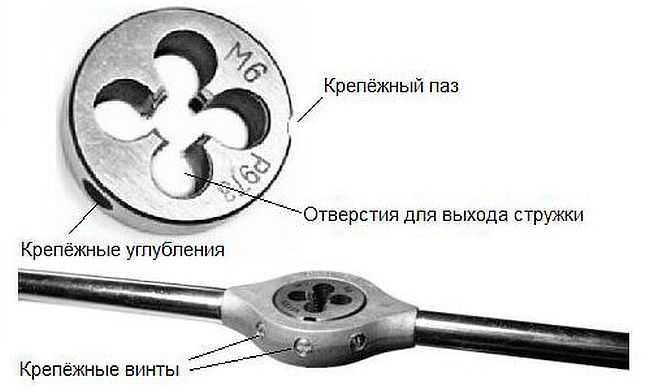
Инструменты для резки наружной резьбы. Круглые резьбовые челюсти. Они имеют форму ореха, они изготовлены из инструментальной стали. Внутренняя форма прерывается несколькими отверстиями, которые создают углы резания, образуют и удаляют стружку, а также подают смазку или охлаждающую жидкость.
 Для резьбовой нарезки используется разное оборудование, например:
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
У них есть ножи, заостренные на профиле резьбы, можно отрегулировать до нужного размера резьбы, повернув гильзу. Используется для наружных резьб, высокопроизводительных, резьба формируется путем формирования, она абсолютно точная, жесткая и имеет высокую шероховатость поверхности.
Выбор упражнений - это проблема многих проблем. Создание отверстий для конкретных потоков требует большой осторожности. Чтобы несколько потоков выполняли свою задачу, их нужно тщательно сопоставить. Это означает, что при изготовлении резьбы необходимо точно поддерживать диаметр отверстия и тип разреза. Это основной детерминант тщательного отбора, чтобы сделать конкретное отверстие.
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Нить представляет собой винт, разрезанный в отверстии для материала или на его внешней цилиндрической поверхности. Пара нитей обеспечивает прочное соединение благодаря движению винта с совместимым аналогом. Нити имеют много форм в зависимости от цели или формы, а внешние и внутренние - также мелкие и грубые, метрические, прямоугольные, цилиндрические, круглые и многие другие.
Выбор сверла - как выбрать отверстия для резьбы?
Диаметр сверла должен быть меньше, чем резьбовая резьба. Разница в диаметре сверла зависит также от типа резьбы или резьбы. Каждое обозначение размера резьбы соответствует конкретному размеру сверла. Перед сверлением отверстия необходимо также предположить, что в случае ручного сверления сверло разрывает отверстие в зависимости от условий и руки и может составлять от 0, 05 до 0, 5 мм.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток .
Способы получения внутренней резьбы
 Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Пока использование таблицы выбора сверла под краном ясно, метод расчета больше не нужен. Правильное выполнение потока, не зная основных правил, затруднено. Проблема в том, что диаметр сверла ниже отверстия, так что резьба постукивается или просто не может быть навинчена из-за малого диаметра отверстия. Также стоит рассмотреть выбор правильной машины.
Нить представляет собой винт на цилиндрической или конической поверхности, внешний или внутренний. Дополнительная внутренняя и внешняя нити имеют форму, которая подходит друг к другу. Нитки имеют много форм в зависимости от цели или формы, а снаружи и внутри также тонкие, тонкие, трубчато-цилиндрические и другие. Мы сосредоточимся на внутренних метрических потоках.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити .
Отрегулируйте сверло при увеличении диаметра сверла под резьбой
Мы вычислим разницу от специального шаблона или используем соответствующую таблицу. Разница в диаметре обусловлена типом резьбы - метрической резьбой М, метрической тонкой резьбой или резьбой трубы. Разница в диаметре сверла также зависит от типа резьбовой метрической нормальной, метрической тонкой нити или резьбы трубы. Каждый размер резьбы соответствует конкретному размеру бурового долота.
Как рассчитать диаметр сверла и скорость вращения
Стоит также отметить, что, делая это открытие, он будет осторожно разбит. Другой проблемой является выравнивание нити с отверстием - это невозможно сделать вручную. Поэтому стоит использовать подходящую машину для данной задачи. Обычный метод расчета диаметра резьбового отверстия - это отрезать шаг резьбы до размера крана.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
Чтобы нарезать внутреннюю резьбу на какой-то детали, необходимо предварительно просверлить отверстие. Его размер не равен диаметру резьбы, а должен быть немного меньше. Найти диаметр сверла под резьбу можно в специальной таблице, но для этого надо знать еще и тип резьбы.
Вычисление скорости вращения для данного материала несколько сложнее. «Флаконы» в диапазоне очень важны для нас, если мы не можем точно установить скорость вращения. Таблица резьбы и скорость вращения. Измерения, нити, диаметры отверстий и скорости вращения для различных материалов. Данные, приведенные в таблице, являются общими, поэтому не забудьте всегда следовать параметрам, рекомендованным производителем инструмента.
Выполнение внутренней резьбы на нарезной машине
Инструменты и устройства, используемые для потоковой передачи, структурированы в пяти главах. В главе 1 перечислены общие положения. Он структурирован в нескольких подразделах. Основные потоки резьбы. В главе 2 представлены инструменты и устройства, используемые в потоке.
Основные параметры
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
Механизированная резьба и механическая резьба. В главе 4 перечислены стандартные потоки. Инструменты и устройства, используемые в потоке. Охлаждение и смазка при заправке. В результате нити подразделяются на: фиксирующие нити, движущиеся или транспортирующие нити, резьбовые нити, регулировочные резьбы и измерительные резьбы.
Крепежные нити обычно имеют треугольный профиль, используемый, например, для винтов, гаек, труб, нитей и т.д. Филе и нить в основном представляют собой трапециевидные профили. Пильные и квадратные ленты используются, например, для винтов, ведущих с токарных станков, для главных валов винтовых прессов, для различных тормозов транспортных средств и т.д.
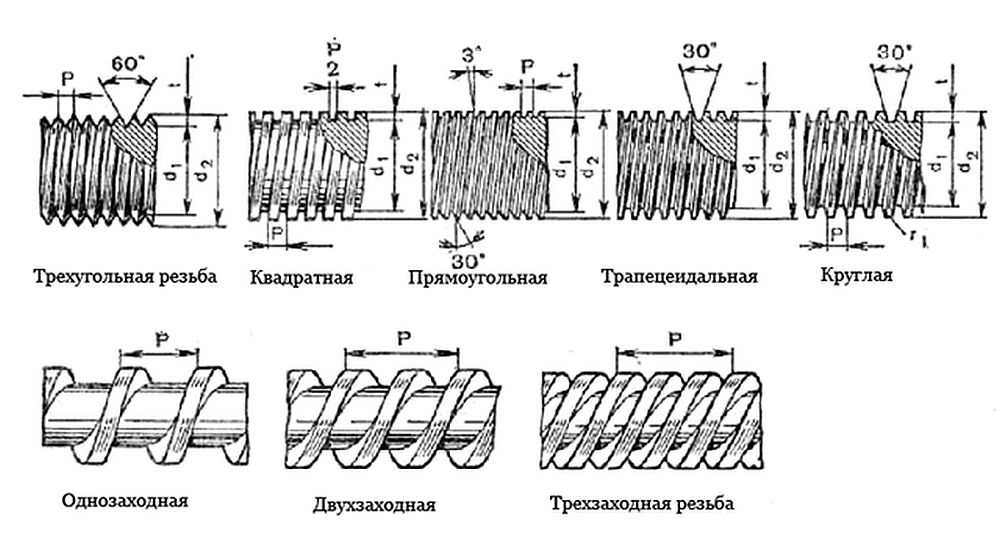
Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:

Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
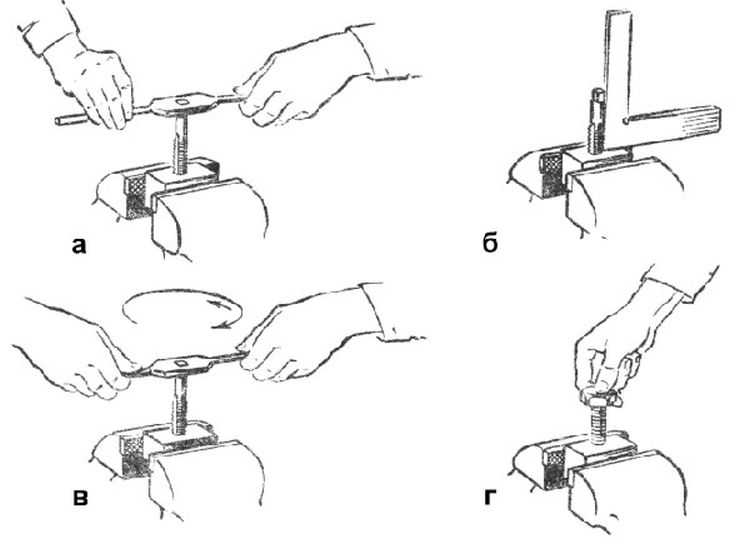
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Таблицы выбора диаметра сверла под резьбу
При выполнении внутренней резьбы под нее предварительно сверлится отверстие. Оно не равно диаметру резьбы, так как при нарезании часть материала не удаляется в виде стружки, а выдавливается, увеличивая размер выступов. Потому перед нанесением необходимо выбрать диаметр сверла под резьбу. Это можно сделать по таблицам. Они есть для каждого типа резьбы, но приведем наиболее популярные — метрическую, дюймовую, трубную.
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||
|---|---|---|---|---|---|---|---|
| Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Диаметр отверстия под резьбу, мм |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Еще раз обращаем ваше внимание что диаметр сверла под резьбу дан для крупной (стандартной резьбы).
Таблица диаметров прута для наружной резьбы
При работе в наружной резьбой ситуация очень похожая — част металла выдавливается, а не срезается. Потому диаметр прута или трубы, на который наносится резьба, должен быть немного меньше. Насколько точно — смотрите в таблице ниже.
| Диаметр резьбы, мм | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Диаметр стержня, мм | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |